-
Электронное Письмо
bruce@hwation.com -
Электронное Письмо
jason@hwation.com -
Телефон
+86-532-85820193

-


-
-


-


-
-


WhatsApp

-
WhatsApp

-
WeChat

-
WeChat


Китай грохот для угля
Когда слышишь 'Китай грохот для угля', у многих сразу возникает образ дешёвого агрегата с сомнительной долговечностью. Это, пожалуй, самый распространённый и в чём-то оправданный стереотип. Но за годы работы с обогатительным и транспортным оборудованием я пришёл к выводу, что дело не столько в стране-производителе, сколько в конкретном заводе, инженерной культуре и, что критично, в понимании, под какие именно задачи и условия нужен этот самый грохот. Понятное желание сэкономить часто упирается в специфику нашего угля, влажность, фракционный состав и просто в суровость эксплуатации. Давайте по порядку.
От стереотипа к выбору: что на самом деле предлагает рынок
Раньше и я относился к китайскому оборудованию с изрядной долей скепсиса. Пока не столкнулся с ситуацией, когда нужно было в сжатые сроки и с ограниченным бюджетом организовать предварительное грохочение на небольшом разрезе. Европейские установки выходили за рамки, а отечественные аналоги того времени были громоздки и требовали долгой поставки. Пришлось глубоко копать, общаться не с перекупщиками, а напрямую с инженерами нескольких заводов.
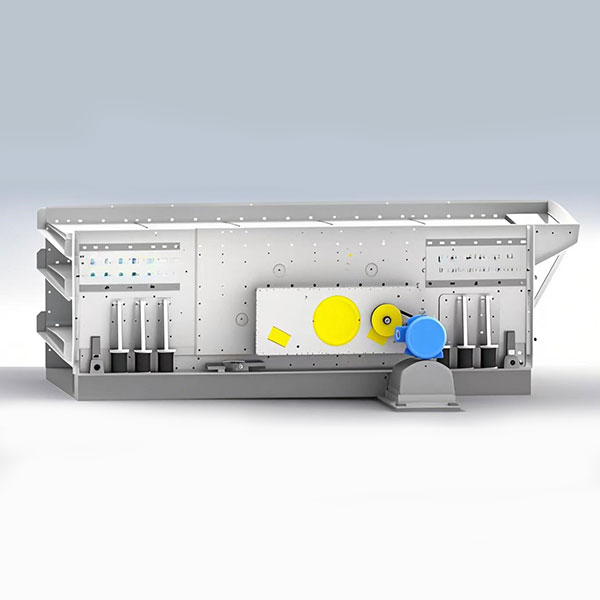
Выяснилась простая вещь: китайский рынок — не монолит. Есть десятки производителей, и разброс по качеству колоссальный. Условно их можно разделить на три эшелона. Первый — это крупные заводы, часто с совместными предприятиями или лицензионными технологиями. Их грохот для угля может быть очень даже добротным, с продуманной конструкцией короба, качественными подшипниковыми узлами и вибрационными двигателями от проверенных поставщиков. Второй эшелон — средние предприятия, которые делают 'рабочих лошадок'. Там может быть упрощённая конструкция, более простые материалы, но при грамотном ТО они служат исправно. И третий — кустарные мастерские, чью продукцию лучше обходить стороной.
Ключевой момент, который многие упускают — это адаптация. Лучшие из китайских поставщиков не просто продают каталог, а готовы модифицировать ситовую рамку, угол наклона, тип вибрации под твой коксующийся или энергетический уголь. Вот на этом этапе и видна разница между просто продавцом и инженерной компанией. Я, например, помню, как для одного заказа в Приморье нам потребовалось увеличить количество пылезащитных уплотнений на коробе из-за высокой влажности и мелкой угольной пыли. Не каждый был готов этим заниматься.
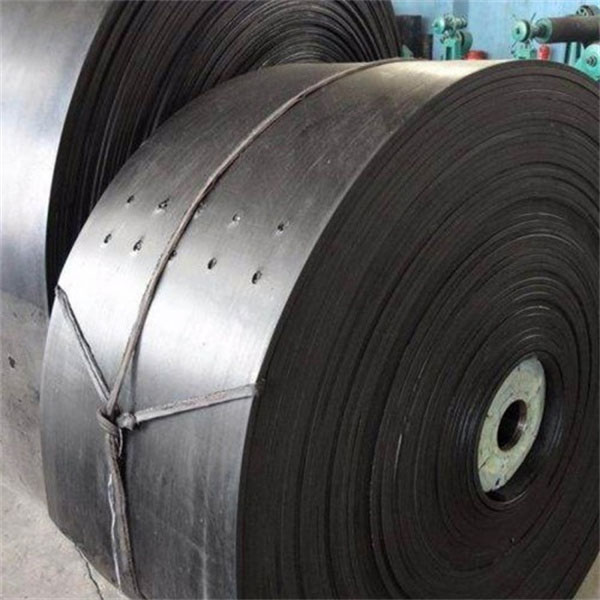
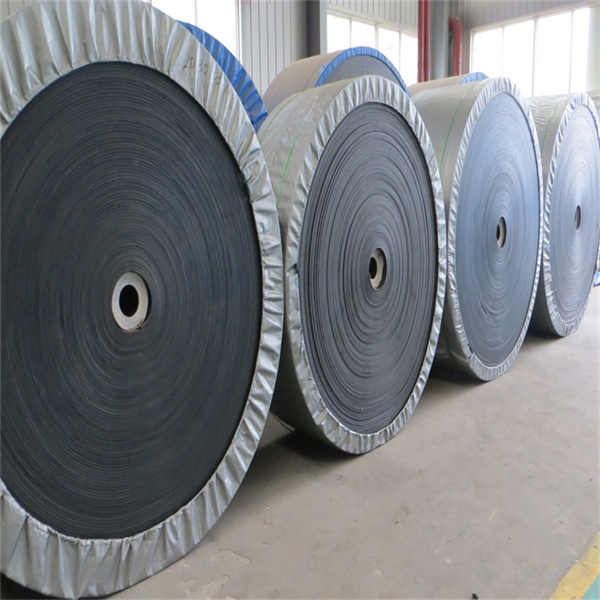
Резинотканевые ленты и роль совместимого оборудования
Здесь стоит сделать отступление. Сам по себе грохот — не изолированная единица. Он всегда в связке с питателем, дробилкой и, что самое важное, с конвейерной системой. Некачественная или изношенная лента может свести на нет всю эффективность грохочения, потому что будет постоянно просыпаться материал в стыках или из-за неправильной сходимости. Поэтому, выбирая оборудование, я всегда смотрю на компании, которые понимают весь технологический цикл.
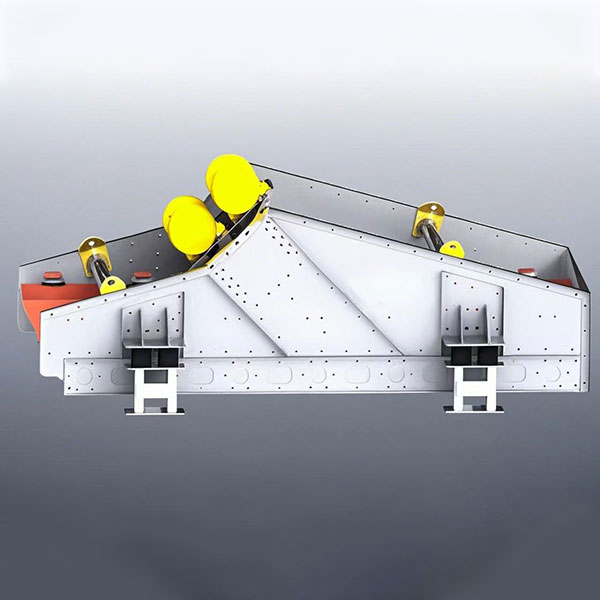
В этом контексте мне вспоминается ООО Циндао Хуашэн Резина (их сайт — hwationrubber.ru). Я не понаслышке знаком с их продукцией. Они позиционируют себя как эксперты в конвейерных лентах и грохотильном оборудовании, и это не просто слова из рекламного буклета. Мы как-то заказывали у них комплект роликоопор и резинотканевых лент для реконструкции старого конвейера. Параллельно обсуждали возможность поставки вибрационного грохота для угля. Что поразило — их техспецы сразу начали задавать вопросы не о бюджете, а о характеристиках угля (крупность на входе/выходе, абразивность, липкость) и о параметрах существующей транспортной линии. Они с ходу предложили рассмотреть модель с полиуретановыми ситами вместо стальных сеток, аргументируя это меньшим шумом и большей стойкостью к забиванию влажной мелочью. Это и есть тот самый признак практического подхода.
Их сайт hwationrubber.ru — это, по сути, отражение их философии: широкий ассортимент, но с акцентом на сопрягаемость продукции. Производя и ленты, и роликоопоры, и сами грохоты, они лучше других понимают, как всё это должно работать вместе. Для инженера на месте это ценно, потому что уменьшаются точки 'нестыковки' и ответственности. Не нужно выяснять, виноват ли производитель грохота в быстром износе ленты, или наоборот.
Практические грабли: на что реально стоит обращать внимание
Исходя из горького и сладкого опыта, сформулирую несколько практических пунктов, которые не всегда очевидны из техпаспорта китайского грохота для угля.
Во-первых, вибрационные двигатели. Часто именно они — слабое звено. Нужно выяснять конкретную марку и производителя моторов. Лучше, если это будут итальянские Oli или аналогичные. Дешёвые местные аналоги могут не выдержать наших циклов работы и перегрузок, а их замена влетает в копеечку и требует простоев.
Во-вторых, система натяжения и крепления сит. Казалось бы, мелочь. Но на одной из первых наших пробных установок ситовая рамка крепилась болтами, доступ к которым был крайне неудобен. Замена сетки, которая в угольной пыли изнашивается и рвётся, превращалась в многочасовое мучение. Сейчас смотрю на системы быстрой фиксации — это огромный плюс в пользу производителя.
В-третьих, пылезащита подшипниковых узлов. Угольная пыль — убийца номер один. Лабиринтные уплотнения должны быть многоступенчатыми, а ещё лучше — с возможностью подключения к системе подачи чистого воздуха под давлением для создания 'завесы'. Один поставщик, тот же Циндао Хуашэн, как-то показывал свою разработку с дополнительными сальниками из износостойкой резины — решение простое, но эффективное.
Кейс 'как не надо': история одного неудачного монтажа
Расскажу для наглядности. Как-то на одном из предприятий решили сэкономить и купили откровенно бюджетный китайский грохот у непроверенного посредника. Агрегат приехал, вроде бы, целый. Но при монтаже выяснилось, что фундаментные отверстия не совпадают с чертежами (а чертежи были схематичными), пришлось срочно бурить бетон. Дальше — больше. Вибрационные двигатели были установлены без должных демпфирующих прокладок, и вся вибрация передавалась на несущую раму, которая через месяц дала трещину по сварному шву.
Самое печальное — ситовые панели. Они были сделаны из обычной стали, не оцинкованной и без какого-либо защитного покрытия. Влажный мелкий уголь намертво прилипал к ячейкам, забивая их за пару часов работы. Производительность упала катастрофически. В итоге установку остановили, стали искать замену ситам — оказалось, нестандартный размер. Пришлось заказывать индивидуально, ждать месяц. Всё это время линия простаивала. Экономия обернулась многократными убытками.
Мораль этой истории: экономить нужно с умом. Лучше заплатить на 15-20% дороже, но получить от поставщика не только ящик с железом, но и детальные монтажные схемы, гарантию на ключевые узлы, рекомендации по эксплуатации и, что критично, доступность запчастей. Как раз те компании, которые, как ООО Циндао Хуашэн Резина, имеют представительство и склад запчастей в России (о чём указано на их сайте hwationrubber.ru), выигрывают по факту снижения простоев.
Взгляд вперёд: что ещё может предложить современный грохот
Сейчас тренд — не просто отделить 'кусок от мелочи', а делать это умнее. Речь идёт о предварительном грохочении с интегрированным дроблением, о многочастотных вибрационных системах для более точного разделения фракций. Интересно смотрятся решения с системой промывки на деке, когда влажный, липкий уголь одновременно просеивается и орошается водой для лучшего отделения породы. Это уже следующий уровень.
В этом плане некоторые продвинутые китайские производители начали предлагать модульные конструкции. То есть, базовый короб грохота можно в будущем дооснастить дополнительной декой или системой орошения. Это гибкий подход. Конечно, это не бюджетный сегмент, но для новых проектов или модернизации стоит рассмотреть.
Возвращаясь к началу. 'Китай грохот для угля' — это не приговор и не гарантия качества. Это широкий спектр возможностей. Успех зависит от тщательного выбора партнёра-производителя, который готов вникнуть в твои условия, а не просто отгрузить контейнер. От того, рассматриваешь ли ты грохот как отдельную машину или как часть системы, где важна каждая деталь — от вибромотора до конвейерной ленты, которая уносит отсортированный уголь. И здесь комплексные поставщики, которые держат в голове всю цепочку, имеют неоспоримое преимущество. Как показывает практика, иногда именно такой подход, а не гонка за самой низкой ценой в каталоге, оказывается самым экономичным в долгосрочной перспективе.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Натуральный резиновый лист
Натуральный резиновый лист -
 Конвейерная лента для ковшового элеватора
Конвейерная лента для ковшового элеватора -
 Резиновый лист SBR
Резиновый лист SBR -
 CTS (N, B) серии постоянный магнитный барабанный магнитный сепаратор
CTS (N, B) серии постоянный магнитный барабанный магнитный сепаратор -
 Tрехосное эллиптическое горизонтальное сито
Tрехосное эллиптическое горизонтальное сито -
 Огнестойкая конвейерная лента
Огнестойкая конвейерная лента -
 РЕЗИНОВЫЙ ЛИСТ FRAS
РЕЗИНОВЫЙ ЛИСТ FRAS -
 Холодостойкая конвейерная лента
Холодостойкая конвейерная лента -
 Четырехзубчатая валковая дробилка
Четырехзубчатая валковая дробилка -
 Pеверсивная неблокирующаяся дробилка
Pеверсивная неблокирующаяся дробилка -
 RCDC серия с воздушным охлаждением саморазгружающийся электромагнитный сепаратор
RCDC серия с воздушным охлаждением саморазгружающийся электромагнитный сепаратор -
 Двухвалковая дробилка
Двухвалковая дробилка
Связанный поиск
Связанный поиск- OEM круговой вибрационный грохот
- Поставщики кольцевой молотковой дробилки
- Оптовая реверсивная незасоряющаяся дробилка
- Индивидуальные прессованные ФРП профили
- цена оборудования для просеивания вторичного сырья
- Китай нейлоновый конвейерный ролик
- OEM полиэстер елочка конвейерная лента
- Мобильная дробилка
- Дешевые высокотемпературные керамические ролики
- Пластинчатый цепной ковшовый элеватор из Китая