-
Электронное Письмо
bruce@hwation.com -
Электронное Письмо
jason@hwation.com -
Телефон
+86-532-85820193

-


-
-


-


-
-


WhatsApp

-
WhatsApp

-
WeChat

-
WeChat


Китай тканевая конвейерная лента
Когда слышишь ?Китай тканевая конвейерная лента?, многие сразу думают о цене. Да, это фактор, но если за ним гнаться слепо, можно нарваться на проблемы, которые в итоге обойдутся дороже. Я не раз видел, как покупатели, выбирая просто ?дешевую ленту из Китая?, сталкивались потом с расслоением каркаса через полгода или с быстрым истиранием верхней обкладки. Дело не в стране происхождения, а в том, кто и как её делает. Вот, например, ООО Циндао Хуашэн Резина – их сайт https://www.hwationrubber.ru хорошо известен в кругах, кто серьёзно занимается конвейерными системами. Они не просто продавцы, они производители с полным циклом, и это чувствуется в подходе. Их репутация эксперта по резинотканевым лентам – не пустые слова, а результат того, что они понимают, что тканевый каркас – это сердце ленты, и его качество определяет всё.
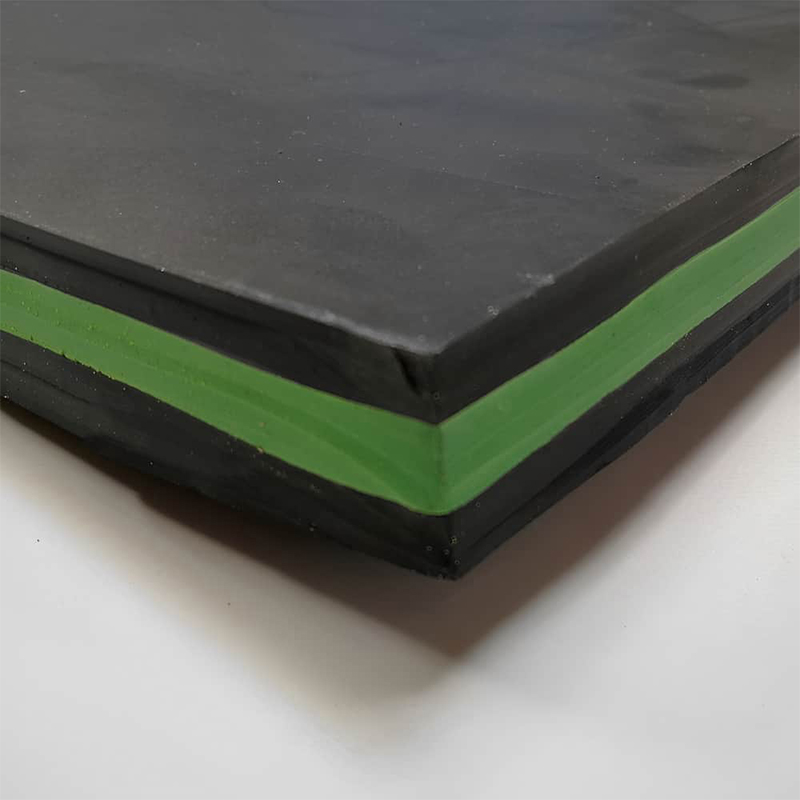
Каркас – это не просто ?слои ткани?
Вот тут часто кроется первое недопонимание. Говорят ?EP-200/3? или ?NN-100/4? и думают, что всё ясно. Но важна не только марка ткани (EP, NN) и её прочность. Критически важен процесс пропитки и обрезинивания каждого слоя. Если пропитка некачественная, адгезия между тканью и резиной будет слабой. Лента начнёт ?дышать? – расслаиваться под нагрузкой, особенно в местах перегибов на барабанах. У Huation Rubber, судя по их материалам и отзывам, на это обращают особое внимание. Они производят не только ленты, но и роликоопоры, дробильное оборудование, то есть видят систему в комплексе и понимают, какие нагрузки приходятся на ленту в реальных условиях.
Ещё один нюанс – выбор типа ткани. EP (полиэстер-полиамид) даёт низкое удлинение, хорошую устойчивость к влаге. NN (полиамид-полиамид) прочнее на разрыв, но больше тянется и боится сырости. Частая ошибка – поставить NN во влажную среду, потому что ?прочность же выше?. Через год каркас может сгнить изнутри. Профессионал всегда смотрит на условия: температура, абразивность груза, наличие масел, химикатов, угол наклона конвейера. Иногда лучше взять ленту с меньшей теоретической прочностью, но с более подходящим типом каркаса и составом резиновых смесей.
Я помню случай на угольной сортировке. Поставили мощную, казалось бы, ленту с каркасом NN. Но постоянная сырость и микровибрации от грохота привели к тому, что через 8 месяцев пошли продольные разрывы. Перешли на EP-каркас с усиленной антикоррозийной пропиткой от проверенного поставщика, вроде тех, что делает Циндао Хуашэн, – проблема ушла. Лента отслужила свой полный срок. Это тот самый момент, когда скупой платит дважды.
Резиновые смеси: обкладки – это не только ?верх и низ?
Обкладки – это то, с чем груз непосредственно контактирует. И здесь тоже есть стереотип: ?чем толще, тем лучше?. Не всегда. Толстая обкладка из неправильно подобранной резины может быстро покрыться глубокими царапинами или ?задубеть? на морозе, потеряв гибкость. Важна именно стойкость к конкретным воздействиям.На сайте hwationrubber.ru видно, что они предлагают разные варианты: износостойкие, маслобензостойкие, огнестойкие, морозостойкие. Это не для галочки. Например, для транспортировки горячего агломерата (до 150°C) нужна термостойкая смесь, иначе резина просто ?поплывёт? и отслоится. А для деревообрабатывающего цеха, где есть щепа и смола, нужна резина с повышенной сопротивляемостью порезам и адгезией.
Часто упускают из виду и качество бортов. Плохо сформованный, неровный борт – это будущая проблема с самоходом ленты и с быстрым истиранием её краёв о конструкции конвейера. По опыту, у производителей, которые контролируют весь процесс вальцевания, каландрирования и вулканизации, как заявлено у Huation Rubber, с геометрией ленты обычно порядок.
Был у меня печальный опыт с лентой для транспортировки каменной крошки. Верхняя обкладка была толстой, но резина оказалась слишком ?мягкой? и липкой. Крошка не сходила с ленты на разгрузочном барабане, налипала, приходилось постоянно чистить. Оказалось, что смесь была общего назначения, а не для абразивных сыпучих материалов. Пришлось менять. Теперь всегда уточняю именно состав смеси под конкретный груз, а не просто толщину.
Стыковка – момент истины
Можно купить отличную ленту, но испортить всё на этапе стыковки. Это та операция, где теория из каталога сталкивается с практикой в цеху. Холодная стыковка или горячая вулканизация? Каждый метод имеет свои плюсы и минусы, и выбор зависит от типа каркаса, толщины ленты, доступного времени и оборудования.Горячая вулканизация даёт самый прочный и долговечный шов, практически равный по прочности целой ленте. Но для неё нужен пресс, время и навык. Холодная склейка быстрее и проще в полевых условиях, но шов может быть менее гибким и более уязвимым к агрессивным средам.
Важный момент, который многие упускают: перед стыковкой необходимо дать ленте ?акклиматизироваться? в помещении, особенно если её привезли с холода. Иначе конденсат внутри каркаса или на склеиваемых поверхностях убьёт адгезию. Также критична правильная подготовка торцов – шабрение, обезжиривание. Я видел, как из-за спешки и плохой зачистки шов начинал расходиться уже под минимальной нагрузкой.
Производители вроде ООО Циндао Хуашэн Резина обычно предоставляют подробные инструкции по стыковке для своих лент и даже могут порекомендовать подходящие клеевые составы или помочь с выездом специалистов. Это показатель серьёзного отношения. Потому что им, как и нам, невыгодно, чтобы лента вышла из строя из-за неправильного монтажа.
Лента в системе: без роликоопор и натяжения – она просто лежит
Китай тканевая конвейерная лента – это лишь один элемент системы. Её срок службы напрямую зависит от состояния роликоопор, правильности центровки конвейера, натяжения и состояния барабанов. Можно поставить супер-ленту, но если ролики не вращаются, а барабан покрыт налипшим материалом, лента будет быстро изнашиваться и рваться.Интересно, что Huation Rubber, судя по их сайту, это понимает и производит не только ленты, но и роликоопоры, и даже дробильные установки. Такой комплексный подход говорит о глубоком понимании технологического процесса. Они знают, что лента работает в связке с оборудованием.
Частая проблема на старых конвейерах – износ и загрязнение желобчатых роликов. Лента начинает тереться о неподвижные основания, её боковины истираются. Или неправильное натяжение: слабое – лента проскальзывает на приводном барабане и горит; чрезмерное – создаёт избыточную нагрузку на каркас и подшипники роликов. Регулярный осмотр и обслуживание механической части – это обязательное условие для долгой жизни любой, даже самой качественной тканевой ленты.
Был проект, где мы модернизировали старый конвейер. Поставили новую ленту EP-250, но оставили старые, разболтанные роликоопоры. Через три месяца по краям ленты появились характерные ?зализы?. Проблема была не в ленте, а в том, что она бежала по кривой траектории. Заменили роликоопоры на новые, более жёсткие – износ прекратился. Вывод: никогда не рассматривай ленту отдельно от системы.
Итог: на что смотреть при выборе поставщика
Итак, возвращаясь к началу. Ключевое в выборе тканевой конвейерной ленты – не страна, а компетенция производителя. Нужно искать того, кто может не просто продать метраж, а проконсультировать по подбору каркаса и смесей под ваши условия, предоставить техдокументацию, гарантии и поддержку.Такие компании, как ООО Циндао Хуашэн Резина, позиционируют себя именно как эксперты и производители полного цикла. Их сайт https://www.hwationrubber.ru – это не просто витрина, а источник технической информации. Наличие в ассортименте сопутствующего оборудования (роликов, дробилок) косвенно подтверждает, что они понимают контекст, в котором работает их лента.
Запросите у потенциального поставщика реальные отзывы или кейсы по проектам, схожим с вашим. Уточните, могут ли они помочь с расчётами или рекомендациями по стыковке. Готовы ли они предоставить образцы резиновой смеси или ткани для испытаний? Это вопросы, на которые ?просто торговец? ответит с трудом, а производитель-эксперт – даст чёткие ответы.
В конечном счёте, надёжная тканевая конвейерная лента – это результат правильного выбора каркаса, обкладок и профессионального монтажа в исправную систему. Экономия на любом из этих этапов – это всегда риск простоев и незапланированных затрат. А в нашей работе надёжность и предсказуемость часто важнее сиюминутной низкой цены.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Натуральный резиновый лист
Натуральный резиновый лист -
 CSM РЕЗИНОВЫЙ ЛИСТ
CSM РЕЗИНОВЫЙ ЛИСТ -
 Двухвалковая дробилка
Двухвалковая дробилка -
 Ленточный конвейер
Ленточный конвейер -
 Износостойкая конвейерная лента
Износостойкая конвейерная лента -
 РЕЗИНОВЫЙ ЛИСТ FRAS
РЕЗИНОВЫЙ ЛИСТ FRAS -
 Bибрационный питатель
Bибрационный питатель -
 Bзвешивающий полностью закрытый угольный питатель
Bзвешивающий полностью закрытый угольный питатель -
 TDG регулятор скорости дозирующие весы
TDG регулятор скорости дозирующие весы -
 FRP-профили
FRP-профили -
 Кольцевая молотковая дробилка
Кольцевая молотковая дробилка -
 Маслостойкая конвейерная лента
Маслостойкая конвейерная лента
Связанный поиск
Связанный поиск- Маслостойкие конвейерные ленты из Китая
- Китай кольцево-цепной ковшовый элеватор
- Цена конвейерной ленты
- Производители тяжелых высокоэффективных вибрационных грохотов с электродвигателем
- Цена конвейерных роликов
- Купить четырехвалковую дробилку
- Цена маслостойкой конвейерной ленты
- Отличная противоразрывная проволочная сетка конвейерной ленты
- Оптовая лента конвейера PVC
- Производители стеклопластиковых профилей