-
Электронное Письмо
bruce@hwation.com -
Электронное Письмо
jason@hwation.com -
Телефон
+86-532-85820193

-


-
-


-


-
-


WhatsApp

-
WhatsApp

-
WeChat

-
WeChat


Китай тяжелый конвейерный барабан
Когда говорят про Китай тяжелый конвейерный барабан, у многих сразу возникает образ чего-то дешевого и сомнительного. Знакомо? Я тоже так думал лет десять назад, пока не пришлось детально вникать в спецификации и реальные эксплуатационные условия. Оказалось, что ключевой момент — не столько страна происхождения, сколько понимание, для какой именно задачи этот барабан проектировался. Многие ошибочно берут стандартные параметры для легких условий и пытаются адаптировать их под тяжелые, а потом удивляются преждевременному износу или деформации. Тут вся суть в деталях: толщина обечайки, способ крепления ступицы, тип сварного шва, балансировка. И да, китайские производители бывают очень разные — от тех, кто делает откровенный ширпотреб, до тех, кто работает по серьезным техзаданиям и использует качественные стали, вроде Q345B. Вот о последних и стоит говорить.
От чертежа к реальности: где кроются подводные камни
Взять, к примеру, проект по замене барабанов на старом углепогрузочном терминале. Заказчик изначально хотел сэкономить и заказал барабаны по минимальной цене, ориентируясь лишь на диаметр и длину. Когда коробка пришла, на вид всё было прилично: покрашено, маркировка есть. Но уже при монтаже заметили, что посадочные места под подшипники обработаны с видимым биением, да и сварные швы на торцевых дисках выглядят... как будто варили на скорую руку. Это классическая история. Такие узлы могут проработать полгода, а потом начинаются вибрации, разбиваются посадочные места, и вся конвейерная линия встает. Потеря на простое всегда перекрывает мнимую экономию.
Поэтому сейчас мы всегда требуем не просто коммерческое предложение, а полный пакет документации: сертификаты на материал, отчеты по ультразвуковому контролю сварных швов (УЗК), протоколы динамической балансировки. Если поставщик начинает увиливать или предлагает ?по доверию?, это сразу красный флаг. Кстати, неплохо зарекомендовала себя в этом плане компания ООО Циндао Хуашэн РАБЕР (https://www.hwationrubber.ru). Они не просто продают барабаны, а изначально высылают подробные карты контроля, что сразу наводит на мысли о системном подходе к качеству. У них в ассортименте как раз конвейерные системы и комплектующие, так что для них это не побочный продукт.
Еще один нюанс — покрытие. Голая краска по ржавчине в условиях влажного цеха или на улице — это катастрофа. Нужно либо горячее цинкование, либо многослойное покрытие эпоксидными составами. Видел случаи, когда на китайских барабанах экономили именно на этом этапе. В итоге через сезон начинается интенсивная коррозия в зоне ступицы, где напряжение максимальное. Ремонтировать такое почти невозможно, только менять. Так что в спецификацию теперь всегда вносим пункт о защите от коррозии с указанием стандарта, например, ISO 1461 для цинкования.
Опыт внедрения и адаптации под российские условия
Был у нас опыт с приводным барабаном для ленточного конвейера, транспортирующего щебень. Мощность привода — 200 кВт, нагрузка — точно тяжелая. Заказ был размещен у одного проверенного китайского завода, но мы дополнили ТЗ нашими требованиями: увеличенный запас прочности по крутящему моменту, обязательное фрезерование пазов под крепление футеровки (резиновые сегменты для увеличения сцепления с лентой), и — что важно — исполнение вала под стандартные корпусные подшипники SKF или FAG, которые легко найти здесь, на месте. Завод пошел на встречу, изготовил, но возникла заминка с футеровкой.
Они предлагали свою резину, но по опыту знаем, что для абразивного щебня нужна особая износостойкость. Тут как раз вспомнился профиль ООО Циндао Хуашэн Резина. Судя по описанию на их сайте, они как раз эксперты в конвейерных резинотканевых лентах и износостойких деталях. Мы связались, обсудили параметры, и они предложили вариант футеровки из резиновой смеси RMA II, с продольными канавками для самоочистки. Это было то, что нужно. Получился гибридный узел: китайский металлокаркас барабана и высокоадаптированная резиновая накладка. Конструкция отработала уже два сезона без заметного износа.
Этот случай показал, что успех часто лежит в гибкости и готовности комбинировать решения. Нельзя просто купить тяжелый конвейерный барабан как единое целое из каталога и ожидать, что он идеально встанет в твою технологическую цепочку. Нужно разбирать его на компоненты и требования: сердечник, вал, подшипниковые узлы, футеровка, защитное покрытие. И для каждого компонента искать оптимальное решение, иногда даже у разных поставщиков в рамках одного проекта.
Вопрос логистики и сроков: что часто упускают из виду
А вот с чем сталкиваешься постоянно, так это с логистикой. Тяжелый барабан — это габаритный и массивный груз. Недооценка этого может убить все преимущества цены. Однажды ждали поставку четырех барабанов. По документам всё было четко, но когда контейнер пришел в порт, выяснилось, что изготовитель, пытаясь сэкономить на упаковке, не предусмотрел надежные строповочные узлы. Пришлось на месте изобретать способ разгрузки, чтобы не повредить поверхность. Потеряли время и нервы.
Теперь в контрактах прописываем не только размеры и вес, но и тип упаковки: обязательное наличие транспортных лап или проушин для строповки, защиту выступающих частей, антикоррозионную упаковку вала. Компании, которые давно работают на экспорт, как та же ООО Циндао Хуашэн РАБЕР, обычно это понимают и предлагают стандартные, но надежные варианты упаковки, часто даже с фотоотчетом перед отправкой. Это важный признак серьезного отношения.
Сроки — отдельная песня. ?Изготовим за 30 дней? — часто означает 30 рабочих дней, плюс неделя на сбор документов, плюс очередь на производство, плюс морская перевозка. В реальности от момента заказа до получения на складе может легко пройти 60-70 дней. Если конвейерная линия стоит, это критично. Поэтому для критичных проектов мы либо закладываем большой запас по времени, либо ищем поставщиков, у которых есть готовые заделы или стандартные позиции, близкие к требуемым. Иногда проще и быстрее взять стандартный барабан чуть большей мощности и доработать его на месте, чем ждать идеально спроектированный под твои 3 мм.
Разбор полетов: анализ типичных отказов
Давай разберем несколько типичных причин выхода из строя, с которыми лично сталкивался. Первое — разрушение сварного шва между ступицей и диском. Обычно происходит из-за циклических знакопеременных нагрузок, если конструкция была рассчитана только на статическую прочность. Визуально при монтаже всё целое, но через несколько месяцев работы появляется трещина, затем развивается, и диск начинает ?играть?. Лечится это увеличением толщины диска и применением более пластичных сварочных материалов при изготовлении. Хорошие производители делают расчет на усталостную прочность.
Вторая частая проблема — износ и проворот футеровки. Резиновые сегменты крепятся либо на клей, либо на болты. Болтовое крепление надежнее, но требует точной разметки и сверления на заводе. Если отверстия смещены, при монтаже возникает напряжение, и резина быстрее рвется. Клеевое крепление может не выдержать, если поверхность барабана была плохо подготовлена (зачищена и обезжирена). Тут важен контроль на приемке: проверить геометрию посадочных мест под футеровку.
И третье — проблемы с подшипниковыми узлами. Казалось бы, мелочь. Но если посадочное место вала под подшипник имеет шероховатость не по ГОСТу или конусность, подшипник быстро разобьется. А замена его в полевых условиях, когда вал поврежден, — это целая история. Поэтому сейчас мы часто заказываем барабаны в сборе с подшипниками, но только если указан конкретный бренд и тип. Лучше заплатить немного больше, но быть уверенным, что внутри стоит SKF или NTN, а не no-name, который не проживет и года.
Взгляд в будущее: на что обращать внимание сейчас
Сейчас тренд — это не просто металлическая болванка, а умный узел. Речь даже не о цифровизации, а о продуманности для обслуживания. Например, все чаще просят делать полые валы для возможности установки датчиков контроля температуры подшипников или системы автоматической смазки. Или предусматривать технологические отверстия для вибродиагностики без остановки конвейера. Китайские инженеры стали очень отзывчивы к таким запросам, главное — четко их сформулировать.
Еще один момент — экология и энергоэффективность. Тяжелый конвейерный барабан с улучшенной балансировкой и правильно подобранной футеровкой снижает сопротивление вращению, а значит, и энергопотребление всего привода. Это прямая экономия для заказчика в долгосрочной перспективе. При выборе поставщика уже стоит спрашивать не только цену, но и готовность предоставить расчеты по снижению момента сопротивления.
В итоге, возвращаясь к началу. Китай тяжелый конвейерный барабан — это не ярлык, а целый спектр возможностей. Успех зависит от глубины проработки технического задания, выбора не просто продавца, а партнера-производителя с инженерным отделом, и внимания к мелочам на всех этапах: от проектирования и изготовления до упаковки и логистики. Как показывает практика, сотрудничество с профильными компаниями, которые, как ООО Циндао Хуашэн РАБЕР, имеют широкий ассортимент в смежных областях (роликоопоры, дробильные установки, износостойкие детали), часто выигрышнее, так как они понимают контекст, в котором будет работать их продукт. Главное — не бояться задавать вопросы, требовать доказательства качества и делиться своим эксплуатационным опытом. Тогда и результат будет соответствующий.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Электромагнитный вибрационный питатель
Электромагнитный вибрационный питатель -
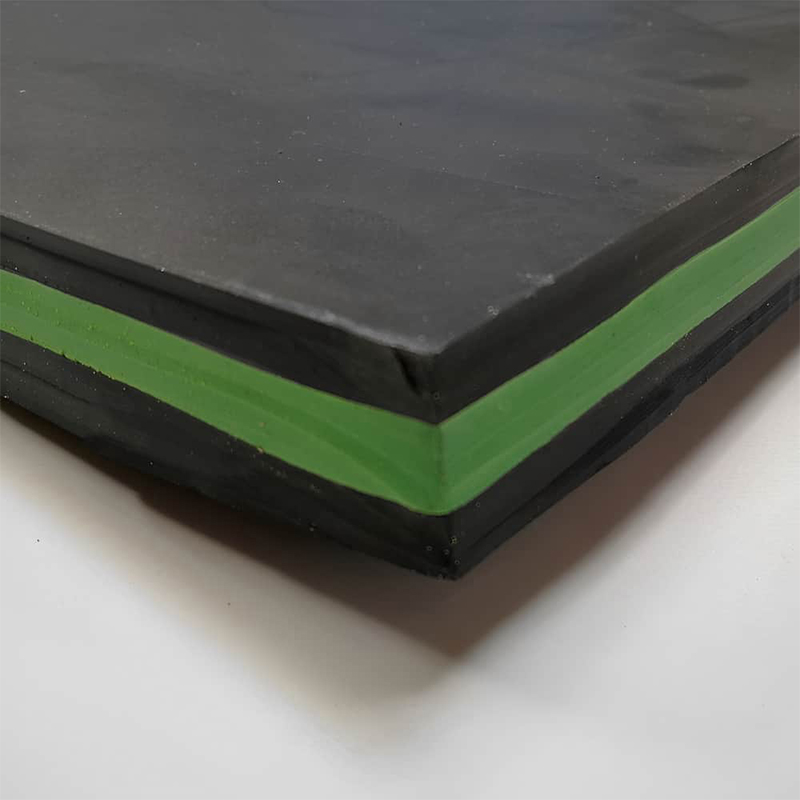 СЭНДВИЧ-РЕЗИНОВЫЙ ЛИСТ
СЭНДВИЧ-РЕЗИНОВЫЙ ЛИСТ -
 Переворачивающееся сито
Переворачивающееся сито -
 Кольцевая молотковая дробилка
Кольцевая молотковая дробилка -
 Четырехзубчатая валковая дробилка
Четырехзубчатая валковая дробилка -
 Резиновый лист SBR
Резиновый лист SBR -
 2XCTN серии постоянный магнитный роликовый сепаратор
2XCTN серии постоянный магнитный роликовый сепаратор -
 Большой угловой боковой конвейер
Большой угловой боковой конвейер -
 Pеверсивная неблокирующаяся дробилка
Pеверсивная неблокирующаяся дробилка -
 U-тип спиральное сито
U-тип спиральное сито -
 CR РЕЗИНОВЫЙ ЛИСТ
CR РЕЗИНОВЫЙ ЛИСТ -
 Стальной ролик
Стальной ролик
Связанный поиск
Связанный поиск- Производитель роликов конвейерной ленты для гаваней
- Цена грузоподъемных роликов
- Производители фланцевых конвейеров с большим углом наклона
- Завод кольцевой конвейерной ленты
- Китай трехосный эллиптический горизонтальный грохот
- Оптовые ковшовые элеваторы
- Поставщики узорчатых конвейерных лент
- цена трехосного эллиптического горизонтального сита
- Цена ролика конвейерной ленты для горнодобывающей промышленности
- Двухвалковая дробилка