-
Электронное Письмо
bruce@hwation.com -
Электронное Письмо
jason@hwation.com -
Телефон
+86-532-85820193

-


-
-


-


-
-


WhatsApp

-
WhatsApp

-
WeChat

-
WeChat


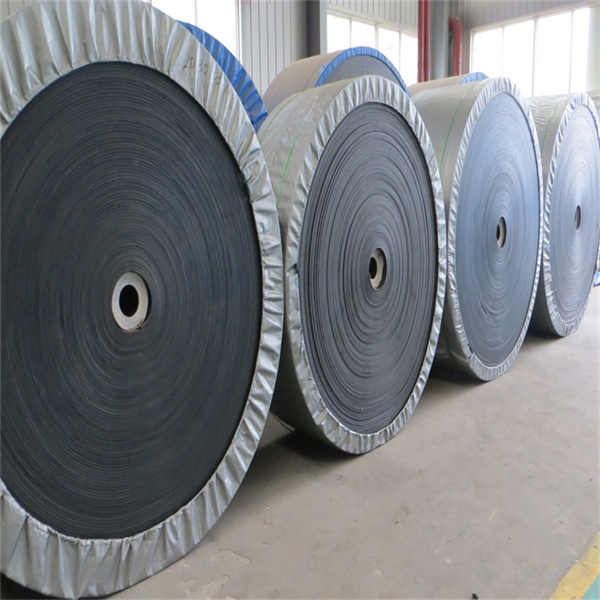
Оптом параллельный роликоопорный барабан
Когда слышишь ?оптом параллельный роликоопорный барабан?, первое, что приходит в голову многим закупщикам — это просто ?вращающаяся деталь для конвейера, чем дешевле, тем лучше?. Вот тут и кроется главная ошибка, которая потом аукается месяцами простоя и перерасходом на ремонты. Я сам через это прошел, лет десять назад, когда пытался сэкономить на партии для одного карьерного комплекса. Брали что подешевле, а в итоге менять пришлось чуть ли не всю линию — износ был катастрофическим, и не из-за нагрузки, а из-за кривой балансировки и не того материала втулок. С тех пор для меня ключевое в этом узле — не цена за штуку, а цена за тонну переработанного материала с минимальными остановками.
Конструкция, которую не видно, но которая решает всё
Параллельный барабан — он же роликоопорный барабан — кажется простым: вал, подшипниковые узлы, обечайка. Но дьявол в деталях. Возьмем, к примеру, сварной шов обечайки. Если он сделан абы как, без последующей нормализации, со временем в зоне термического влияния пойдут микротрещины. Особенно на морозе. У нас был случай на обогатительной фабрике в Воркуте — барабаны начали ?звенеть? через полгода. Разобрали — а там сетка трещин по шву. Пришлось экстренно менять, хорошо, что у ООО Циндао Хуашэн Резина на складе были аналогичные размеры, отгрузили быстро. Они, кстати, делают акцент на контроле именно таких, скрытых параметров.
Или взять посадочные места под подшипники. Казалось бы, проточил до шестого квалитета — и порядок. Но если при сборке не обеспечить соосность этих посадочных мест на валу относительно наружной цилиндрической поверхности, биение будет гарантировано. Это не всегда видно при холостом прокруте на стенде, но под нагрузкой, с натянутой лентой, это выльется в вибрацию, ускоренный износ манжет и, как следствие, попадание пыли в подшипник. Стандартная история, которая тянет за собой замену не только барабана, но и опорной конструкции.
Материал вала — отдельная песня. Часто экономят, используя Ст3 или Ст5 без какой-либо термообработки. Для легких режимов, может, и прокатит. Но для тяжелых условий, где есть ударные нагрузки (например, при сходе крупных кусков породы с грохота на ленту), нужна как минимум закалка ТВЧ шеек вала. Иначе постепенно появляются наклепы, выработка, и подшипник начинает ?гулять? на валу. Мы перешли на барабаны с усиленным валом из легированной стали, и межремонтный период увеличился в разы.
Подбор и логистика: почему ?оптом? — это не только про цену
Закупка оптом параллельный роликоопорный барабан — это в первую очередь вопрос унификации и логистики ремфонда. Когда на предприятии стоят десятки конвейеров, самое страшное — это зоопарк из барабанов разных диаметров, разной длины и с разными посадочными размерами. Заказывая партию, нужно жестко стандартизировать номенклатуру. Мы однажды допустили ошибку, докупив ?похожие? барабаны у другого поставщика для расширения линии. По габаритам вроде подходили, а вот посадочный размер подшипника отличался на миллиметр. В итоге пришлось заказывать нестандартные подшипники, ждать их месяц, а все это время линия работала вполсилы.
Здесь как раз важен подход, который я вижу у некоторых поставщиков, того же ООО Циндао Хуашэн Резина. Они предлагают не просто продать тебе партию, а сначала проанализировать твой парк оборудования, помочь составить спецификацию так, чтобы максимум узлов было взаимозаменяемым. Это экономит тонну нервов и денег в будущем. Их сайт hwationrubber.ru удобен тем, что есть четкие каталоги с чертежами и размерами — можно сразу прикинуть, что с чем стыкуется.
И еще момент по опту: часто забывают про запасные части. Заказывая барабаны, сразу нужно закладывать процент на комплектующие — те же манжеты, уплотнения, крепеж. Потому что когда барабан встает, искать отдельно сальник нужного размера — это потеря суток минимум. Лучше, когда поставщик может укомплектовать все это в одном заказе и отгрузить вместе. Это показатель сервиса.
Монтаж и первые часы работы — где кроются риски
Самая частая ошибка при монтаже — неправильное натяжение приводных ремней (если барабан приводной) или перекос при установке на раму. Барабан должен стоять строго параллельно оси конвейера, иначе лента будет уходить в сторону. Бывает, монтажники экономят время, не используя лазерный уровень или струну для выставления. На глазок выставляют. А потом начинается: бегунки не спасают, лента постоянно съезжает, борта протираются. Приходится останавливать, переставлять. Потеря производительности колоссальная.
Второй критичный момент — обкатка. Новый роликоопорный барабан, даже качественный, нельзя сразу нагружать на 100%. Нужно дать поработать часа 4-6 на холостом ходу, потом под небольшой нагрузкой. Это нужно, чтобы приработались сальники, подшипники заняли свое рабочее положение. Мы как-то пропустили этот этап на сменной линии — торопились запустить. В итоге один из подшипников перегрелся и заклинил через неделю. Теперь у нас это прописано в регламенте.
И не забывать про смазку. Многие думают, что раз подшипники закрытые, то смазаны на весь срок службы. Это не так. В условиях высокой запыленности, как в рудниках или на цементных заводах, интервалы смазки нужно сокращать вдвое против паспортных. И использовать правильную, термостойкую смазку. Лучше сразу при монтаже заложить это в график ТО.
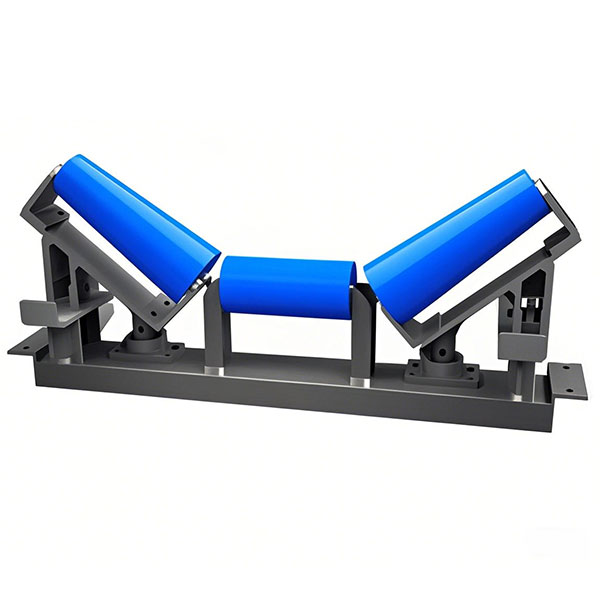
Взаимодействие с другими элементами системы
Барабан не живет сам по себе. Его работа напрямую зависит от состояния конвейерной ленты, роликоопор, натяжного устройства. Например, если лента старая, с разной степенью вытяжки или повреждениями каркаса, то даже идеально сбалансированный барабан будет биться. Или если роликоопоры на подходе к барабану заклинившие, то лента придет на него с перекосом, создавая переменную нагрузку. Поэтому при замене барабанов я всегда настаиваю на ревизии хотя бы 10-15 метров ленты и всех роликов в зоне его установки.
Интересный кейс был с установкой барабанов на старый конвейер, где была нестандартная, уже не выпускаемая лента. Проблема была в радиусе изгиба. Новые барабаны имели чуть больший диаметр, и лента на них работала на пределе допустимого изгиба. Риск расслоения был высок. Пришлось совместно с инженерами от ООО Циндао Хуашэн Резина рассматривать вариант уменьшения диаметра барабана или, как временное решение, увеличения угла обхвата. В итоге пошли по первому пути, изготовили барабаны под заказ. Это подтверждает, что хороший поставщик должен уметь решать нестандартные задачи, а не просто торговать железом с полки.
Еще один момент — это абразивная пыль. Особенно в дробильных и грохотильных узлах, которые как раз производит ООО Циндао Хуашэн Резина. Если система аспирации работает плохо, пыль оседает на барабане, действуя как паста абразивная, и быстро изнашивает и поверхность барабана, и ленту. Тут может помочь выбор барабана с самоочищающейся конструкцией (например, с рифленой или шевронной поверхностью) или установка скребков. Но скребки — это дополнительная точка обслуживания.
Итоги: на чем нельзя экономить, а на чем — можно
Итак, резюмируя опыт, в том числе и горький. Никогда нельзя экономить на качестве изготовления вала и подшипниковых узлов. Это сердце устройства. На материалах уплотнений — тоже. Их failure ведет к быстрому выходу из строя всего узла. А вот на чем можно сэкономить при закупке оптом параллельный роликоопорный барабан, так это на транспортно-логистических расходах, заказывая крупную партию у одного проверенного поставщика, который обеспечит и совместимость, и наличие запчастей.
Важен и подход поставщика. Мне импонирует, когда компания, как та же ООО Циндао Хуашэн Резина, позиционирует себя не просто как продавец, а как эксперт в конвейерных системах в целом. Потому что они понимают, как их барабан будет работать в связке с их же роликоопорами, лентами и дробилками. Это дает синергию и меньше проблем на стыках.
В конце концов, выбор барабана — это инвестиция в бесперебойность потока. Его цена — это не цена железа, а цена того спокойствия, с которым твоя смена или твой цех выполняет план. И когда видишь, как новая партия барабанов, установленная год назад, работает ровно, без вибрации и подтеков, понимаешь, что правильный выбор был сделан. Да, возможно, изначально заплатил на 15-20% дороже, но зато не было ни одной аварийной остановки. А это в нашем бизнесе дороже любых денег.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты






Связанный поиск
Связанный поиск- Производители тяжелых высокоэффективных вибрационных грохотов с электродвигателем
- Основной покупатель роликов для цемента
- Отличная резиновая лента вакуумного фильтра
- Завод белой конвейерной ленты пищевого класса
- Основные покупатели реверсивных барабанов
- Завод решетчатой плиты FRP
- Тяжелый завод молотковой дробилки
- Оптовая продажа хвостовых барабанов
- Завод конвейерных роликов
- Цена противоразрывной проволочной сетки конвейерной ленты