-
Электронное Письмо
bruce@hwation.com -
Электронное Письмо
jason@hwation.com -
Телефон
+86-532-85820193

-


-
-


-


-
-


WhatsApp

-
WhatsApp

-
WeChat

-
WeChat


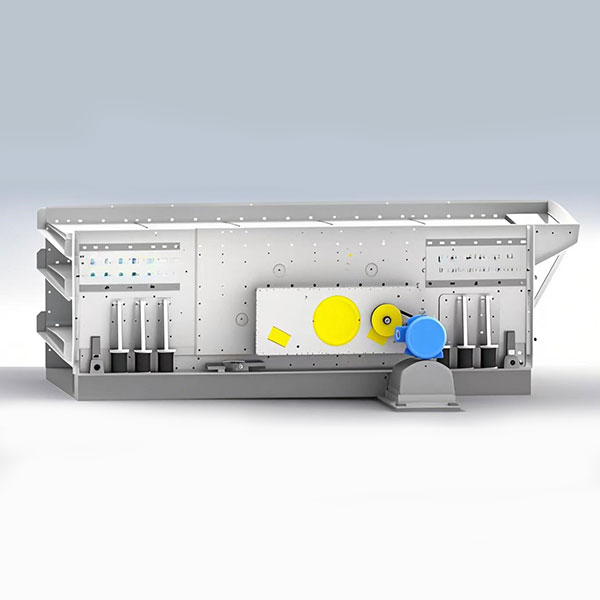
OEM горная дробилка
Когда слышишь ?OEM горная дробилка?, первое, что приходит в голову многим заказчикам — это просто агрегат, собранный по чертежам, с наклеенной этикеткой другого бренда. И в этой простоте кроется главная ловушка. За годы работы с дробильным и грохотильным оборудованием, в том числе и в рамках сотрудничества с ООО Циндао Хуашэн РАБЕР, я убедился, что настоящий OEM — это не копия, а глубокое инженерное погружение. Это когда ты берешь базовую концепцию, но полностью пересматриваешь ее под конкретную породу, режим работы и даже под климатические условия карьера. Разница между удачным и провальным проектом часто лежит именно в этих, казалось бы, незначительных нюансах, которые в каталоге не опишешь.
Где кроется подвох в ?белой этикетке?
Основная ошибка — считать, что главное в OEM-дробилке это соответствие габаритам и мощности. На деле, самое сложное — это адаптация изнашиваемых узлов. Можно сделать корпус один в один, но если неверно рассчитать химический состав стали для бил или футеровок под абразивность конкретного гранита, оборудование выйдет из строя в разы быстрее. Я видел случаи, когда заказчик, пытаясь сэкономить, соглашался на OEM-поставку без детальной проработки материалов, и в итоге стоимость замены расходников за полгода перекрывала всю ?экономию? от контракта.
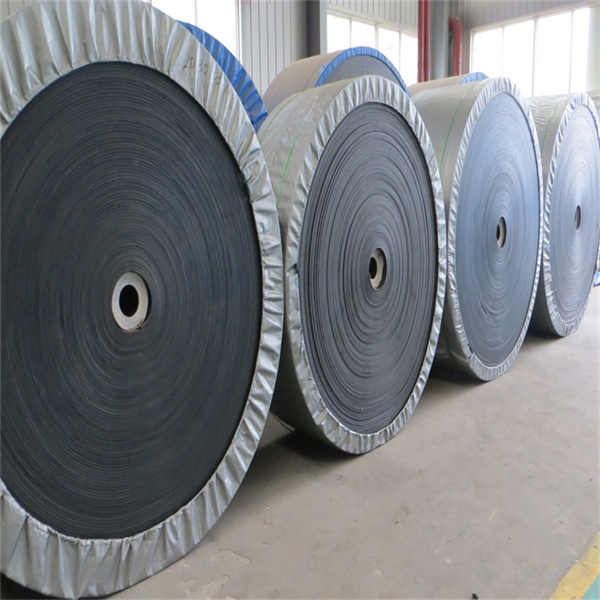
Еще один момент — кинематика. Чертеж может показывать стандартную траекторию качания щеки или вращения конуса. Но если производитель, как тот же ООО Циндао Хуашэн РАБЕР, имеет собственное производство конвейерных лент и роликоопор, он смотрит на процесс шире. Важно, как дробилка будет стыковаться с конвейерной системой, какой будет нагрузка на роликоопоры при изменении гранулометрического состава на выходе. Иногда приходится вносить коррективы в угол установки или амплитуду, чтобы снизить ударную нагрузку на транспортер — это то, что приходит только с опытом комплексных поставок.
И конечно, логистика запчастей. Идеальный OEM-производитель должен иметь четкую систему обеспечения именно теми узлами, которые были адаптированы. Не ?аналогичными?, а именно теми. Потому что замена на ?похожую? деталь часто ведет к цепной реакции поломок. На сайте hwationrubber.ru, кстати, видно, что компания делает акцент на своевременных поставках — это не просто красивые слова, а критически важный фактор для любого горного предприятия, где простой линии обходится в колоссальные суммы.
Из практики: когда адаптация спасла проект
Приведу неидеальный, но поучительный пример. Был заказ на щековую дробилку для переработки песчаника с высоким содержанием кварца — материал крайне абразивный. Стандартная спецификация предполагала использование марганцовистой стали 110Г13Л. Но по опыту знаем, что для такого песка этого часто недостаточно, ресурс будет низким.
Мы вместе с инженерами предложили заказчику рассмотреть вариант с билами из легированной стали с добавлением хрома, хотя это и увеличивало начальную стоимость. Заказчик сомневался, был соблазн пойти по стандартному пути. В итоге, после долгих обсуждений, пошли на эксперимент на одной установке. Результат — межремонтный интервал увеличился почти на 40%. Да, стартовые вложения были выше, но общая стоимость тонны переработанного материала снизилась. Это был тот случай, когда OEM-подход показал себя именно как инжиниринг, а не сборка.
В этом же проекте возникла неочевидная проблема с пылеобразованием. Стандартная система аспирации не справлялась. Пришлось дорабатывать кожуха и точки забора воздуха, интегрируя решения от смежных систем. Без понимания всего технологического цикла, которым обладает производитель полного цикла, такие точечные доработки сделать крайне сложно.
Не только дробилка: роль смежных систем
Горная дробилка никогда не работает в вакууме. Ее эффективность напрямую зависит от того, что стоит до и после нее. Здесь опыт компании в производстве конвейерных резинотканевых лент и грохотильного оборудования становится ключевым. Например, неправильно подобранная ширина и тип ленты на выходе может привести к ее проскальзыванию или перегрузке, что даст обратную связь на привод дробилки.
Часто вижу, как при проектировании на эти ?мелочи? обращают внимание в последнюю очередь. Сначала ставят мощную дробилку, а потом пытаются подобрать к ней конвейер. Это в корне неверно. Правильнее проектировать систему с конца, от складирования, назад. И здесь комплексный поставщик, который может предложить и дробилку, и конвейерные системы, и износостойкие детали, имеет огромное преимущество. Он видит картину целиком и может оптимизировать взаимодействие узлов на этапе проектирования OEM-агрегата.
Скажем, зная параметры грохота, который будет стоять после дробилки, можно немного скорректировать угол наклона выходного лотка или скорость подачи, чтобы минимизировать забивание ячеек сит. Такие тонкие настройки — это и есть высший пилотаж в OEM-производстве.
Цена вопроса: скрытые факторы стоимости
Говоря о стоимости OEM-дробилки, многие смотрят на цифру в коммерческом предложении. Но реальная стоимость владения складывается из других вещей. Первое — это, как уже говорил, ресурс расходников. Второе — ремонтопригодность. Насколько быстро и без специального инструмента можно заменить ту же футеровку или подшипниковый узел? При разработке мы всегда закладываем возможность сервисного обслуживания ?в поле?, иногда даже в ущерб компактности конструкции.
Третий фактор — энергоэффективность. Кажется, что привод мощностью 200 кВт — он и есть 200 кВт. Но грамотно рассчитанная кинематика и минимальные потери на трение в правильно подобранных подшипниках могут снизить фактическое потребление на 10-15%. Для оборудования, работающего 24/7, это колоссальная экономия. И это та область, где недобросовестный OEM-сборщик всегда сэкономит, поставив более дешевые стандартные решения.
Именно поэтому в работе с такими партнерами, как Хуашэн, важно смотреть не просто на каталог, а на готовность погрузиться в техзадание, запросить пробы породы, изучить условия эксплуатации. Их репутация ведущего эксперта строится не на пустом месте, а на умении считать эти скрытые факторы и предлагать решения, которые окупятся в долгосрочной перспективе.
Вместо заключения: OEM как философия, а не услуга
Так что, возвращаясь к началу. OEM горная дробилка — это не продукт, а процесс. Проектировочный диалог между заказчиком, который знает свою породу и свои карьеры, и производителем, который знает металл, динамику и износ. Это история не про этикетку, а про ответственность. Когда ты делаешь агрегат под чужым именем, моральная обязанность сделать его даже лучше, чем под своим, — потому что на кону стоит репутация двух компаний.
Успешные проекты, которые я наблюдал, всегда строились на этом доверии и готовности делиться данными. Заказчик не скрывает реальные проблемы на своей линии, а производитель не боится предложить нестандартное, возможно, более дорогое на первом этапе решение. В итоге выигрывают все. Оборудование работает дольше, карьер не стоит, а производитель укрепляет свою экспертизу. Это и есть суть настоящего OEM — создание ценности, а не просто сборка железа по чужим чертежам.
Поэтому, выбирая партнера, смотрите не на красивые рендеры, а на его портфолио реальных кейсов, на наличие собственных мощностей по производству критичных компонентов, вроде тех же износостойких деталей, и на готовность обсуждать детали. Как говорится, дьявол — в мелочах. И именно в них рождается надежная машина для тяжелой работы.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 RCDC серия с воздушным охлаждением саморазгружающийся электромагнитный сепаратор
RCDC серия с воздушным охлаждением саморазгружающийся электромагнитный сепаратор -
 FRP-профили
FRP-профили -
 CSM РЕЗИНОВЫЙ ЛИСТ
CSM РЕЗИНОВЫЙ ЛИСТ -
 Шевронная конвейерная лента
Шевронная конвейерная лента -
 Резиновая футеровка шкивов
Резиновая футеровка шкивов -
 Cерии GJT металлодетектор
Cерии GJT металлодетектор -
 Барабанное сито
Барабанное сито -
 Многоклиновая конвейерная лента
Многоклиновая конвейерная лента -
 RCDF серии масляный саморазгружающийся электромагнитный сепаратор
RCDF серии масляный саморазгружающийся электромагнитный сепаратор -
 ICS серии электронные конвейерные весы
ICS серии электронные конвейерные весы -
 Электромагнитный вибрационный питатель
Электромагнитный вибрационный питатель -
 ПВХ конвейерная лента
ПВХ конвейерная лента
Связанный поиск
Связанный поиск- Обратный ролик
- Поставщики линейного сита
- Конвейерная лента с бортовыми ограждениями на стальном тросовом каркасе
- Поставщики заказных конвейерных лент из ткани с низким удлинением
- Завод линейного грохота
- Ведущие покупатели тканевых конвейерных лент типа EP
- Валковая дробилка завод
- Дешевые коррозионностойкие ролики конвейерной ленты
- Оптовая тяжелая высокая эффективность моторизованный вибрационный грохот
- Отличные плоские конвейерные ролики