-
Электронное Письмо
bruce@hwation.com -
Электронное Письмо
jason@hwation.com -
Телефон
+86-532-85820193

-


-
-


-


-
-


WhatsApp

-
WhatsApp

-
WeChat

-
WeChat


OEM желобчатый ролик
Когда слышишь 'Oem желобчатый ролик', многие сразу думают о стандартной детали, которую просто нужно заказать по каталогу. Но тут кроется первый подводный камень — не все OEM-ролики одинаковы, даже если внешне выглядят идентично. Я сам долгое время считал, что главное — это геометрия желоба и диаметр, пока не столкнулся с ситуацией на угольном терминале в Находке. Там ролики, заказанные как 'стандартные OEM', начали деформироваться через полгода, хотя нагрузка вроде бы была в пределах паспортной. Оказалось, материал втулки был не тем, что мы предполагали, а производитель, экономя, заменил его без уведомления. Вот с этого момента я и начал вникать в детали, которые обычно упускаются из виду.
Не просто 'желоб' — скрытые параметры, которые решают всё
Возьмем, к примеру, угол желоба. В спецификациях часто пишут 30 или 35 градусов, но редко кто проверяет фактический угол после изготовления и, что важнее, его стабильность под нагрузкой. У Oem желобчатый ролик от разных поставщиков эта стабильность может отличаться кардинально. Я помню, как мы тестировали партию для ленточного конвейера на дроблении щебня. Ролики одного производителя держали форму, а у другого — желоб начинал 'раскрываться' уже после месяца работы, что вело к просыпанию материала и повышенному износу краев ленты. Визуально разницы не было, а на деле — постоянные простои.
Еще один момент — балансировка. Казалось бы, простая деталь, но если ролик не сбалансирован, вибрация передается на всю раму, подшипники выходят из строя в разы быстрее. Мы как-то получили партию, где шум и биение были заметны даже на холостом ходу. Пришлось снимать и проверять каждый — потеря времени и денег. Поэтому сейчас при заказе Oem желобчатый ролик мы всегда оговариваем не только статическую, но и динамическую балансировку, особенно для высокоскоростных линий.
И конечно, сварка барабана. Часто ее качество скрыто под краской. Я видел ролики, где сварной шов был прерывистым, что через некоторое время приводило к трещинам в корпусе. Особенно критично это для желобчатых роликов, работающих в условиях знакопеременных нагрузок, например, на портальных перегружателях. Нужно либо доверять поставщику, который открыто показывает процесс контроля, либо закладывать в контракт пункт о дефектоскопии выборочных изделий.
Материалы и износ: где экономия приводит к катастрофе
Труба, из которой делают корпус — это отдельная история. Сталь St37 или что-то подобное — это минимум. Но толщина стенки — вот где часто экономят. По спецификации 4 мм, а по факту может быть 3.5 или даже 3.2. Разница в весе и, главное, в моменте сопротивления изгибу огромна. Для роликов, расположенных в зоне загрузки, где падают куски породы, это критично. У нас был случай на дробильно-сортировочном заводе, где такие 'облегченные' ролики прогибались от ударов, лента начинала сползать, и в итоге пришлось менять всю секцию раньше плана.
Резиновые диски-амортизаторы на осях — их наличие и качество часто недооценивают. Они не только снижают шум, но и гасят ударные нагрузки, защищая подшипниковый узел. Но резина бывает разная. Дешевая быстро 'дубеет' на морозе или 'плывет' в жару, теряя свойства. Мы работали с компанией ООО Циндао Хуашэн РАБЕР (их сайт — https://www.hwationrubber.ru), и обратили внимание, что они как раз делают акцент на качестве резиновых смесей для своей продукции. Это не реклама, а наблюдение — когда у поставщика есть собственное серьезное производство резинотехнических изделий, как у них (они, к слову, позиционируют себя как эксперты в конвейерных лентах и роликоопорах), шансов получить некондицию по таким компонентам меньше.
Покрытие. Оцинковка — хорошо, но не панацея в агрессивных средах, например, в зоне перегрузки удобрений или в морском порту. Порошковая краска толще и иногда надежнее, но важно, чтобы подготовка поверхности (фосфатирование) была проведена правильно. Иначе отслоение гарантировано. Я предпочитаю горячее цинкование для самых ответственных участков, хотя это и дороже. Но это вопрос общей стоимости владения — менять ролики раз в два года или раз в семь.
Подшипниковый узел — сердце ролика, о котором молчат
Тут вообще поле непаханое для проблем. Надпись 'подшипник 6204' ничего не значит. Нужна марка, класс точности, страна-производитель. Китайский no-name и японский NTN — это две разные вселенные по ресурсу. Мы как-то вскрыли 'списанные' ролики с одного элеватора — внутри была смазка, больше похожая на грязь, и подшипники с люфтом, хотя по документам они должны были быть смазаны на весь срок службы. Теперь всегда уточняем тип смазки (литиевая, кальциевая, синтетическая) и ее термостойкость.
Конструкция лабиринтного уплотнения — это то, что определяет, попадет ли внутрь пыль и влага. Простые резиновые кольца часто не спасают. Хорошо себя показывают многоступенчатые комбинированные уплотнения с металлическими и полимерными элементами. Но их редко ставят на стандартные OEM-изделия, только по спецзаказу. Стоит ли переплачивать? Для карьера, где есть мелкодисперсная пыль и мойка техники, — абсолютно да. Для закрытого склада — можно сэкономить.
Момент затяжки стопорной гайки на оси — мелочь, которую почти никто не контролирует на приемке. Слабо затянута — ось будет проворачиваться, разбивая посадочное место. Перетянута — можно повредить подшипник. Нужен динамометрический ключ и понимание, какое усилие рекомендует производитель. Это к вопросу о том, что качественный Oem желобчатый ролик должен поставляться не просто в коробках, а с минимальной технической документацией, где указаны такие нюансы.
Логистика и совместимость: неочевидные сложности
Бывает, что ролик вроде бы подошел по всем параметрам, но при монтаже выясняется, что диаметр оси на пару миллиметров меньше, чем отверстие в кронштейне рамы. Или посадочные места под стопорные кольца не совпадают. Это проблема так называемой 'обратной совместимости' с существующими системами. Особенно актуально при замене роликов на старом, еще советском оборудовании. Приходится или точить оси, или ставить переходные втулки, что не есть хорошо. Идеальный поставщик должен иметь в каталоге не только стандартные размеры, но и возможность изготовления под специфические габариты.
Упаковка. Казалось бы, ерунда. Но если ролики привезли на паллетах, просто перетянутые стрейч-пленкой, есть риск, что при разгрузке вилочным погрузчиком погнут оси или помнут корпус. Каждый ролик должен быть индивидуально упакован в картон или пузырчатую пленку. Это говорит об отношении к продукции в целом. Компания ООО Циндао Хуашэн Резина, судя по их подходу к поставкам комплектующих для конвейерных систем, уделяет этому внимание, что для меня является косвенным признаком надежности партнера.
Наличие на складе — критически важно для минимизации простоев. Когда лента встала из-за вышедшего из строя ролика, ждать 3 месяца контейнер из-за океана — не вариант. Поэтому мы всегда стараемся работать с поставщиками, которые либо имеют склад в регионе, либо могут гарантировать быструю отгрузку небольших партий для срочной замены. Это часто важнее, чем небольшая разница в цене за штуку.
Выводы, которые пришли с опытом
Так что же такое хороший Oem желобчатый ролик? Это не просто металлическая конструкция с подшипником. Это результат внимания к десяткам параметров, многие из которых не указаны в открытых спецификациях. Это понимание условий будущей работы — будет ли это абразивная пыль, химически агрессивная среда, перепады температур, ударные нагрузки.
Мой совет — не гнаться за самой низкой ценой в каталоге. Запросите у поставщика реальные фото производственного процесса, протоколы испытаний на статическую нагрузку и балансировку. Спросите о происхождении ключевых компонентов — подшипников, резиновых уплотнений. Лучше заплатить на 15-20% дороже, но быть уверенным, что эта деталь отработает свой ресурс, а не создаст аварийную ситуацию.
И конечно, важно, чтобы поставщик не просто продавал 'железо', а понимал, как оно работает в системе. Как я упоминал, некоторые компании, например, ООО Циндао Хуашэн РАБЕР, изначально выросли из производства конвейерных лент и систем, поэтому их инженеры часто могут дать практический совет по выбору типа ролика для конкретного участка конвейера — загрузочного, порожнего, отклоняющего. Такое сотрудничество выходит за рамки простой купли-продажи и в итоге экономит массу времени и ресурсов. В конце концов, надежность конвейера складывается из мелочей, и желобчатый ролик — далеко не самая последняя из них.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Шевронная конвейерная лента
Шевронная конвейерная лента -
 РЕЗИНОВЫЙ ЛИСТ HNBR
РЕЗИНОВЫЙ ЛИСТ HNBR -
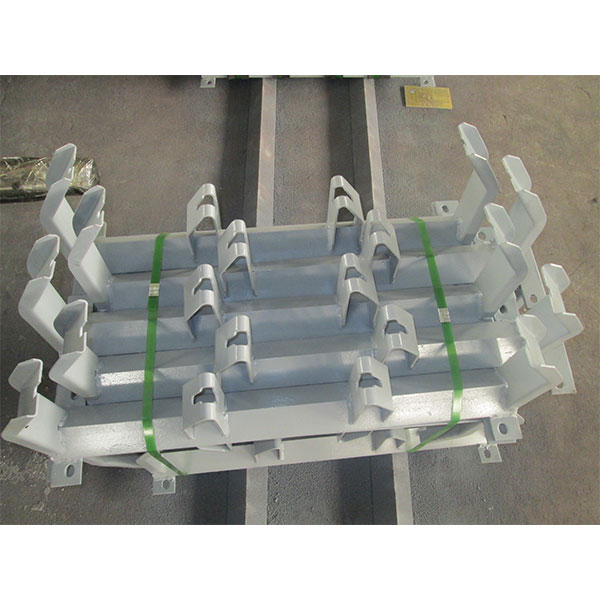
 Желобчатый ролик
Желобчатый ролик -
 Пластинчатый цепной ковшовый элеватор
Пластинчатый цепной ковшовый элеватор -
 Шероховатая верхняя конвейерная лента
Шероховатая верхняя конвейерная лента -
 Pоликовое сито
Pоликовое сито -
 Натуральный резиновый лист
Натуральный резиновый лист -
 Резиновый коврик для сельского хозяйства
Резиновый коврик для сельского хозяйства -
 БАЛЛИСТИЧЕСКИЙ РЕЗИНОВЫЙ ЛИСТ
БАЛЛИСТИЧЕСКИЙ РЕЗИНОВЫЙ ЛИСТ -
 RCDB (Y) электромагнитный сепаратор
RCDB (Y) электромагнитный сепаратор -
 Стальной кордовый конвейерный ремень
Стальной кордовый конвейерный ремень -
 FRP-профили
FRP-профили
Связанный поиск
Связанный поиск- Конвейерные ленты с шероховатой поверхностью из Китая
- Производитель противоразрывной проволочной сетки конвейерной ленты
- Конусные дробилки
- Китай промышленная маслостойкая конвейерная лента средней устойчивости
- Производители мобильных дробилок
- Oem коррозионностойкий конвейерный барабан
- Купить высокотемпературные керамические ролики
- Сверхширокая конвейерная лента
- Купить Multi-V конвейерная лента
- Купить FDA утвержденной белой ткани конвейерной ленты