-
Электронное Письмо
bruce@hwation.com -
Электронное Письмо
jason@hwation.com -
Телефон
+86-532-85820193

-


-
-


-


-
-


WhatsApp

-
WhatsApp

-
WeChat

-
WeChat


Oem индивидуальные прессованные фрп профили
Когда слышишь ?OEM индивидуальные прессованные FRP профили?, многие сразу думают о простой экструзии пластика. Вот тут и кроется первый подводный камень — это не просто пластик, а именно прессованные FRP профили, где ключевое — технология пултрузии с последующим прессованием под высоким давлением и температурой. Именно это даёт ту самую индивидуальность форм и плотность структуры, которую не получить на обычной линии. В моей практике был случай, когда заказчик принёс чертёж стандартного алюминиевого уголка и сказал: ?Сделайте такое же, но из стеклопластика?. Казалось бы, что проще? Но при попытке повторить форму с точными внутренними рёбрами жёсткости на стандартном оборудовании получился брак — профиль вело. Пришлось вместе с технологами OEM индивидуальные прессованные фрп профили пересматривать всю оснастку и режимы прессования. Это был тот самый момент, когда понимаешь, что ?индивидуальный? — это не про копирование, а про адаптацию технологии под конкретные нагрузки и среду эксплуатации.
Где тонко, там и рвётся: нюансы проектирования оснастки
Оснастка — это сердце всего процесса. Можно иметь отличную смолу и ровинг, но если форма рассчитана неправильно, профиль будет иметь внутренние напряжения. Однажды для комплектующих конвейерной системы заказали длинномерные направляющие. Вроде бы всё по ГОСТу, но при монтаже на объекте выяснилось, что в условиях постоянной вибрации от дробильных установок профиль начал резонировать. Проблема была в геометрии — стенки были равномерной толщины, что для динамических нагрузок не подходит. Пришлось вносить изменения в проект, утолщая стенки в узловых точках крепления. Это к вопросу о том, что индивидуальность — это не только форма, но и скрытые инженерные решения.
Кстати, о материалах. Часто экономят на матрице, делая её из обычной инструментальной стали. Но для агрессивных сред, где будут работать прессованные FRP профили, например, в цехах с химическими испарениями, это путь к быстрому износу и потере точности. Мы перешли на использование стали с дополнительным покрытием, что увеличило срок службы оснастки в разы. Но и это не панацея — каждый новый состав смолы (полиэфирная, винилэфирная, фенольная) требует своего подхода к материалу формы. Это как с конвейерными лентами — нельзя одну и ту же резину использовать и для горячего агломерата, и для транспортировки руды.
Здесь стоит упомянуть и про компанию ООО Циндао Хуашэн Резина. Хотя их основной профиль — конвейерные ленты и роликоопоры, но при комплексных проектах по оснащению конвейерных систем часто возникает потребность в износостойких направляющих, ограждениях или конструкционных элементах из FRP. Именно для таких задач их техотдел иногда обращается к специализированным производителям профилей, понимая, что стандартный металл в условиях постоянной абразивной нагрузки не всегда оптимален. Их сайт hwationrubber.ru — это хороший пример того, как комплексный подход к оборудованию требует и комплексных решений по материалам.
От смолы до готового профиля: цех глазами технолога
На бумаге процесс выглядит просто: ровинг пропитывается смолой, проходит через нагретую форму, полимеризуется и обрезается. В реальности — это постоянная балансировка. Температура формы — это не заданная константа, а профиль по зонам. Если в первой зоне перегреть, смола начнёт ?кипеть?, появятся пузыри. Недогреть — не успеет схватиться, профиль расползётся. Давление прессования — отдельная история. Для сложных сечений, особенно с замкнутыми полостями, давление нужно распределять неравномерно, иначе смола просто выпрессует армирование в тонкие полости, и получится непропитанный мат.
Контроль качества — это не только замер геометрии. Мы обязательно делаем вырезки из готового профиля на испытания. Особенно для ответственных применений, например, для элементов крепления грохотильного оборудования, где вибрация — основная нагрузка. Проверяем на растяжение, на изгиб, на ударную вязкость. Бывало, что партия вроде бы прошла все замеры, но на месте монтажа при затяжке болтов профиль треснул. Причина — остаточные напряжения от слишком быстрого охлаждения. Теперь после прессования вводим этап контролируемого отжига для особо нагруженных OEM индивидуальные прессованные фрп профили.
Армирование — это тоже поле для экспериментов. Чистый ровинг даёт прочность на растяжение, но мат или ткань добавляют жёсткость на изгиб и удар. Для профилей, которые будут работать как несущие балки в защитных кожухах дробильных установок, мы часто используем комбинированное армирование. Но и тут есть ловушка — разные типы стеклоткани по-разному пропитываются смолой. Если ошибиться с подбором, в готовом изделии будут сухие участки, которые станут очагом разрушения.
Цена индивидуальности: экономика против надёжности
Заказчики часто хотят ?как у всех, но подешевле?. Объясняешь, что низкая цена для индивидуальных прессованных FRP профилей — это почти всегда компромисс. Либо на материалах (более дешёвая смола с низкой химической стойкостью), либо на процессе (увеличение скорости вытягивания, что снижает степень полимеризации). Один раз пошли навстречу клиенту и сделали партию направляющих для конвейера с использованием более доступной смолы. Профили прошли приёмку, но через полгода пришла рекламация — в условиях повышенной влажности цеха они начали коробиться. Смола впитала влагу. Пришлось полностью менять партию за свой счёт. Урок дорогой, но показательный.
С другой стороны, индивидуальность не всегда означает ?золотой?. Иногда оптимизация конструкции позволяет снизить материалоёмкость без потери прочности. Был проект по замене металлических траверс в системе аспирации на FRP. Пересчитали сечение, добавили локальные рёбра вместо сплошной толщины стенки. В итоге вес снизился на 40%, а стоимость готового профиля оказалась сопоставима с металлическим, но с несопоставимой коррозионной стойкостью. Это тот случай, когда грамотное OEM проектирование на этапе диалога с заказчиком приносит пользу всем.
Здесь опять вспоминается опыт компаний вроде ООО Циндао Хуашэн Резина. Работая с комплексными поставками, они хорошо понимают общую стоимость владения оборудованием. Металлический кронштейн может быть дешевле при покупке, но его замена из-за коррозии раз в два года остановит конвейер. А FRP-профиль, сделанный по индивидуальному заказу с правильной химической стойкостью, прослужит в разы дольше. Их подход, описанный на hwationrubber.ru, — ?широкий ассортимент, высокое качество, своевременные поставки? — применим и к нашей нише. Только ?ассортимент? — это не складские позиции, а способность технологически воплотить нужную форму.
Неочевидные применения и будущее направления
Чаще всего просят профили для строительства или транспорта. Но у нас есть интересные заказы именно из промышленного сектора. Например, изоляционные траверсы для электрооборудования в условиях солёной атмосферы портовых терминалов. Или защитные короба для проводки вдоль конвейерных линий в горно-обогатительных комбинатах, где кроме пыли есть риск механических повреждений. В таких случаях прессованные FRP профили работают в симбиозе с другим оборудованием, как те же роликоопоры или износостойкие детали.
Сейчас вижу тренд на гибридные решения. Не просто FRP, а с интегрированными сенсорами для мониторинга деформации в реальном времени. Или с добавлением в матрицу специальных наполнителей для придания антистатических свойств — критически важно на линиях, где есть угольная или мучная пыль. Это уже следующий уровень индивидуальности, где профиль становится не просто конструкционным элементом, а частью ?умной? системы.
Вернёмся к началу. OEM индивидуальные прессованные фрп профили — это не товар, а процесс. Проектирование, подбор материалов, тонкая настройка пресса, постобработка. Универсальных рецептов нет. Каждый новый чертёж — это новый вызов. И главный признак того, что всё сделано правильно, — это когда готовый профиль без проблем встаёт на своё место в узле сложного оборудования и о нём просто забывают на долгие годы. Как забывают о надёжной конвейерной ленте, которая просто работает. Именно к такой, невидимой, но абсолютной надёжности мы и стремимся в каждом заказе.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
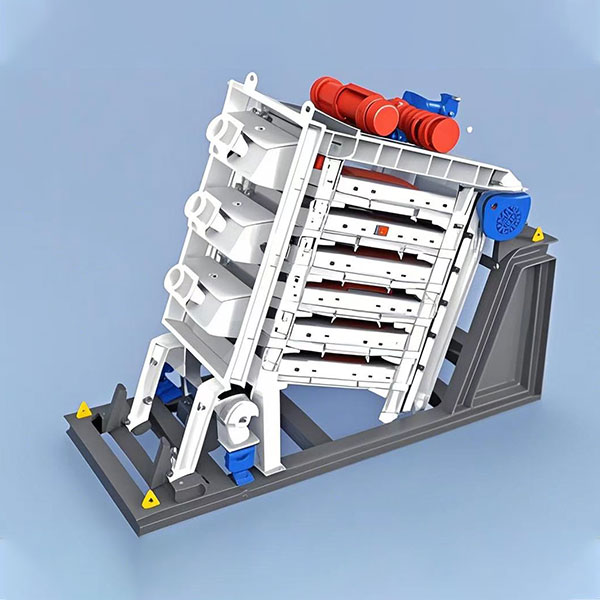
 Tрехосное эллиптическое горизонтальное сито
Tрехосное эллиптическое горизонтальное сито -
 РЕЗИНОВЫЙ ЛИСТ FRAS
РЕЗИНОВЫЙ ЛИСТ FRAS -
 ICS серии электронные конвейерные весы
ICS серии электронные конвейерные весы -
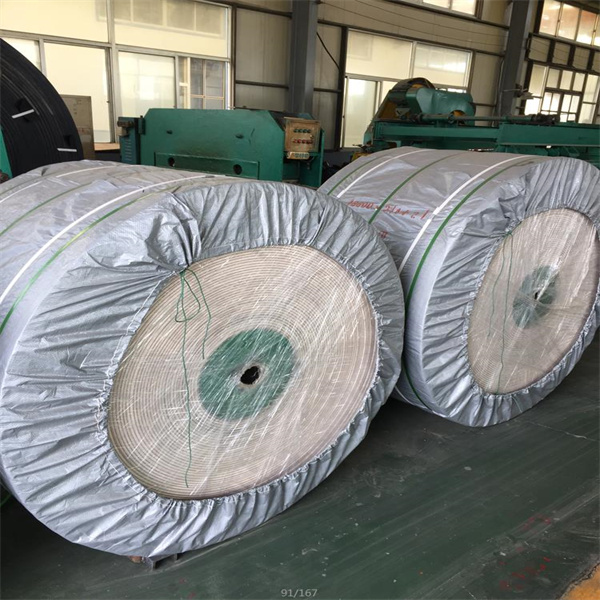
 Термостойкая конвейерная лента
Термостойкая конвейерная лента -
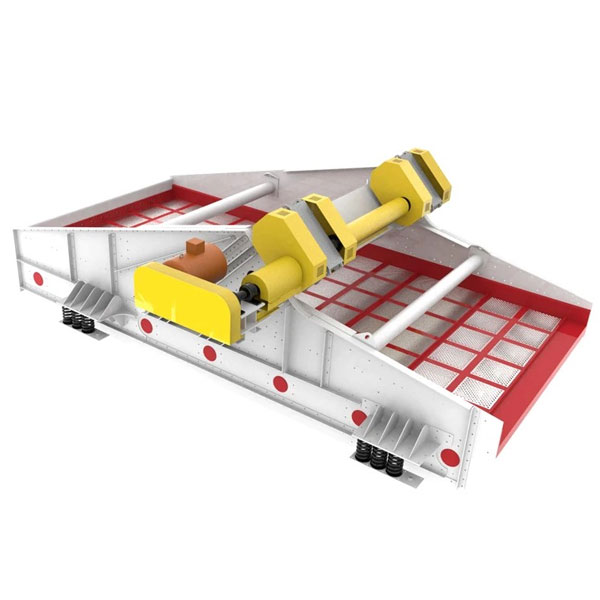
 Электромагнитный вибрационный питатель
Электромагнитный вибрационный питатель -
 Ударная дробилка
Ударная дробилка -
 Многоклиновая конвейерная лента
Многоклиновая конвейерная лента -
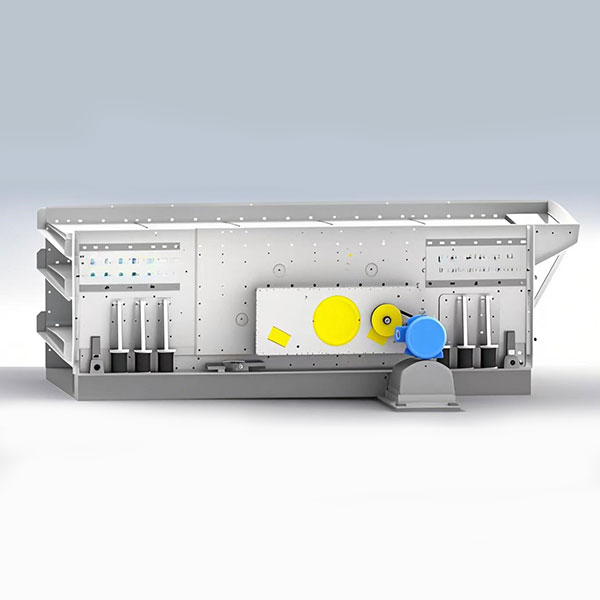
 Линейное сито
Линейное сито -
 Трубчатая конвейерная лента
Трубчатая конвейерная лента -
 Кронштейн ролика
Кронштейн ролика -
 Износостойкая конвейерная лента
Износостойкая конвейерная лента -
 Подвесной сепаратор с постоянными магнитами
Подвесной сепаратор с постоянными магнитами
Связанный поиск
Связанный поиск- Отличная шероховатая поверхность конвейерной ленты
- OEM ролик
- Китай фрп профили
- OEM узорчатые конвейерной ленты
- Поставщики конвейерных роликов для бетона
- Поставщики линейного вибрационного грохота
- Ведущий покупатель возвратных роликов
- Стальной корд конвейерной ленты
- Завод роликов из нержавеющей стали
- Производитель конвейерных лент