-
Электронное Письмо
bruce@hwation.com -
Электронное Письмо
jason@hwation.com -
Телефон
+86-532-85820193

-


-
-


-


-
-


WhatsApp

-
WhatsApp

-
WeChat

-
WeChat


OEM конвейер
Когда слышишь ?OEM конвейер?, многие сразу думают о простой сборке готовых узлов по чужому чертежу. Это, пожалуй, самый распространенный пробел в понимании. На деле, если ты действительно в теме, знаешь, что тут вся суть — в глубокой интеграции в процесс заказчика и умении предвидеть проблемы, которые не нарисованы на схеме. Это не про штамповку, а про адаптацию, часто — под конкретное сырье, специфический износ или неидеальные условия эксплуатации. Скажем, для горно-обогатительного комбината и для фасовки сахара нужны принципиально разные подходы, даже если оба заказа идут под одним термином ?OEM-производство конвейерных линий?.
Где кроется настоящая сложность OEM-поставок
Основная головная боль — не в том, чтобы повторить размеры. Любой токарь это сделает. Сложность в том, чтобы материал и конструкция выдержали то, что не всегда озвучивает клиент. Он может запросить ленту с определенной разрывной прочностью, но не упомянуть, что на участке постоянно есть просып абразивной мелочи, которая работает как наждак. Или что температура в цехе зимой падает до минус пятнадцати, а летом поднимается за сорок. Стандартный каучук в таких условиях либо дубеет, либо ?плывет?. Вот тут и начинается работа инженера, а не просто сборщика.
Я вспоминаю один проект для карьера, где по спецификации стояли стандартные роликоопоры. Приехали, посмотрели на место — вибрация от дробилки рядом такая, что подшипники в обычных опорах выходили из строя за три месяца. Пришлось на ходу пересчитывать и предлагать клиенту усиленные опоры с другим типом подшипников и лабиринтными уплотнениями. Это и есть та самая OEM-работа: не слепо следовать ТЗ, а дополнять его своим практическим опытом, чтобы система жила дольше.
Еще один момент — логистика узлов. Часто заказчик ждет, что все приедет разом, в одной упаковке, и сразу станет на место. Но когда речь о крупногабаритных конвейерных системах, иногда разумнее поставлять модулями, с предварительной сборкой и проверкой на своем заводе. Это снижает риски ошибок на объекте заказчика, где может не быть нужного кранового оборудования или квалификации. Мы в ООО Циндао Хуашэн Резина не раз сталкивались с этим и теперь всегда заранее оговариваем этапность поставки и уровень готовности узлов.
Резинотканевая лента: сердце системы, а не просто ?расходник?
Вот уж что часто недооценивают в OEM конвейер проектах, так это выбор ленты. Многие считают ее типовым изделием, мол, бери по такой-то ГОСТовской маркировке. Но когда ты годами занимаешься производством конвейерных резинотканевых лент, видишь разницу в деталях. Скажем, стыковка. Можно поставить великолепную ленту, но если метод сращивания (холодная вулканизация, горячая, механическая скоба) выбран без учета нагрузки и типа транспортируемого материала, стык станет слабым звеном. Был случай на фабрике по производству удобрений: химически агрессивная среда ?съела? механический замок за полгода. Перешли на горячую вулканизацию — проблема ушла.
Тканевая основа — тоже целая наука. EP, NN, PN… Для тяжелых условий, скажем, под дробильными установками, где ударные нагрузки, нужна особая многослойная прокладка с высокой поперечной жесткостью, чтобы лента не ?продиралась? острыми обломками. А для длинных магистральных конвейеров ключевым становится сопротивление усталостному изгибу вокруг роликов. Тут без собственного испытательного стенда и накопленных данных не обойтись.
Именно поэтому в нашем ассортименте не просто ?ленты?, а целые линейки под разные классы задач. Это не маркетинг, а следствие множества вводных от клиентов. Кто-то экономит на первоначальной стоимости, но мы всегда честно показываем калькуляцию по сроку службы. Иногда дорогая, но более износостойкая лента оказывается выгоднее из-за меньших простоев на замену.
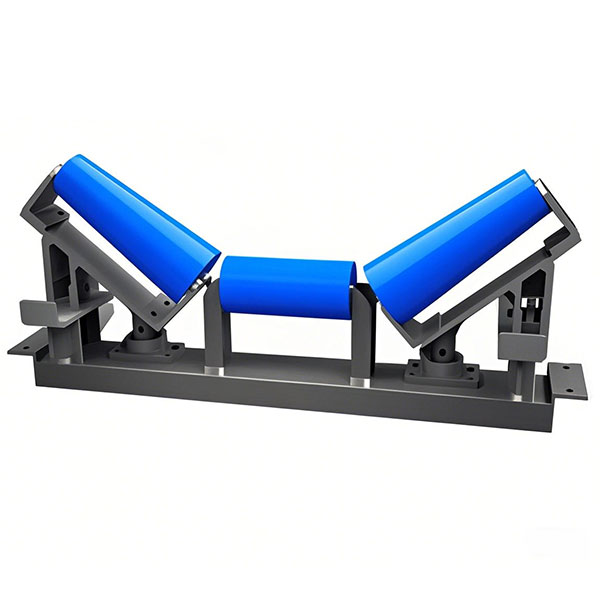
Роликоопоры и износ: тихая война на конвейере
Если лента — это сердце, то роликоопоры — суставы. И они выходят из строя первыми, если что-то не так. В OEM-поставке нельзя просто взять каталог и выбрать ближайший типоразмер. Надо смотреть на условия. Пыльное производство? Нужны лабиринтные уплотнения другого типа. Влажная среда? Требуется антикоррозионное покрытие. А если конвейер наклонный, то и конструкция роликоопор, и их расстановка меняются, чтобы избежать сползания груза.
Мы как-то поставили партию стандартных роликоопор на завод по переработке песка. Через четыре месяца звонок: ?Подшипники заклинило?. Оказалось, сверхмелкая кварцевая пыль, которая по твердости как стекло, проникала даже в казалось бы защищенные узлы. Пришлось разрабатывать кастомное решение с многоуровневым уплотнением и системой смазки. Это был ценный урок: теперь в анкете для OEM конвейер заказа отдельным пунктом идёт ?характеристики абразивности и гранулометрия материала?.
Кстати, об износостойких деталях. Часто их ставят уже постфактум, когда проблема проявилась. Но в грамотном OEM-проектировании их нужно закладывать сразу в зонах максимального износа: в загрузочных точках, на направляющих лотках. Использование футеровок из высокомолекулярного полиэтилена или специальной резины может в разы увеличить ресурс всей конвейерной системы. Мы всегда резервируем в спецификации место для таких решений, предлагая их как опцию, но с четким технико-экономическим обоснованием.
Взаимодействие с дробильным и грохотильным оборудованием
Это, наверное, самый нагруженный участок в любой сырьевой линии. OEM конвейер, который принимает породу прямо из дробилки или с сита грохота, работает в режиме экстремальных ударных и абразивных нагрузок. Тут никакая стандартная сборка не пройдет. Нужно рассчитывать и конструкцию приемного лотка, и угол падения материала, и прочность ленты, и даже частоту вращения приводного барабана, чтобы избежать проскальзывания под пиковой нагрузкой.
Ошибка, которую мы сами допускали в начале: пытались экономить, ставя на выходе из дробильных установок обычную ленту, но с завышенной прочностью. Да, она не рвалась, но ударные нагрузки ?передавались? по цепочке на роликоопоры и их крепления, вызывая усталостные разрушения металла. Пришлось вводить в конструкцию амортизирующие элементы в точке загрузки и использовать ленты со специальными ударопоглощающими прокладками. Теперь это наш стандартный протокол для подобных узлов.
С грохотильным оборудованием своя специфика — вибрация. Если конвейер стоит на общем фундаменте или жестко связан с грохотом, резонанс может разрушить сварные швы за год. Решение — виброизолирующие подушки и гибкие соединения в местах стыковки. Кажется очевидным? Но в типовых проектах на это часто не закладывают ни средств, ни места. Приходится убеждать заказчика, что это не ?довесок?, а обязательный элемент для надежности.
От чертежа до пуска: почему сервис — часть OEM
Настоящий OEM конвейер не заканчивается отгрузкой со склада. Для нас, ООО Циндао Хуашэн Резина, ключевой фазой всегда были шеф-монтаж и пусконаладка. Именно там всплывают все неучтенные нюансы: отклонения в геометрии фундамента заказчика, которые не видны на бумаге, или особенности местного электропитания, влияющие на работу приводов.
Я считаю, что если поставщик не готов сопровождать свой продукт на месте, он не до конца понимает ответственность термина OEM. Мы не раз приезжали и видели, как монтажники, пытаясь ?подогнать? конструкцию, нарушали центровку валов или перетягивали подшипниковые узлы. Это убивало всю нашу предварительную работу. Теперь мы настаиваем на своем контроле ключевых этапов или как минимум проводим подробный инструктаж для бригады заказчика. Это страхует обе стороны.
И конечно, наличие гарантийного запаса износостойких деталей на складе у клиента. Это не про то, чтобы продать лишнего. Это про минимизацию простоя. Когда лента или ролик выходят из строя, остановка линии стоит огромных денег. Зная модель и типоразмеры поставленного оборудования, мы заранее формируем рекомендательный список запасных частей, которые критично иметь под рукой. Это итоговая точка в цикле OEM-ответственности: система должна не просто работать, а работать с предсказуемыми затратами на обслуживание.
Вместо заключения: OEM как философия, а не аббревиатура
Так что, возвращаясь к началу. OEM конвейер — это не проставление своего логотипа на чужом изделии. Это глубокое погружение в технологическую цепочку заказчика, готовность отойти от шаблона и нести ответственность за работу системы в реальных, а не идеальных условиях. Это про знание мелочей: какая смазка лучше держится в пыли, как поведет себя конкретная марка резины при контакте с известью или рудной мелочью.
Для компании, которая позиционирует себя как производитель комплексных решений, как наша, это единственно возможный путь. Нельзя быть экспертом в производстве конвейерных резинотканевых лент и при этом не понимать, как они взаимодействуют с роликоопорами под конкретной дробильной установкой. Все звенья цепи связаны. И наша задача — поставлять не просто набор железок и резины, а работоспособный, предсказуемый и долговечный сегмент производства нашего клиента. В этом, если вдуматься, и есть суть настоящего OEM-партнерства.
Поэтому следующий раз, когда будете обсуждать OEM конвейер, смотрите не на красивую 3D-модель, а на опыт поставщика в решении нестандартных ситуаций. На его готовность задавать неудобные вопросы о вашем процессе и предлагать решения, которых нет в общем каталоге. Вот где кроется реальная ценность, а не в цене за килограмм стали или метр ленты.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты-
 Большой угловой боковой конвейер
Большой угловой боковой конвейер -
 EP конвейерная лента
EP конвейерная лента -
 Вакуумные фильтрующие ленты
Вакуумные фильтрующие ленты -
 RCDB (Y) электромагнитный сепаратор
RCDB (Y) электромагнитный сепаратор -
 Резиновый буферный ролик
Резиновый буферный ролик -
 Электромагнитный вибрационный питатель
Электромагнитный вибрационный питатель -
 Барабанное сито
Барабанное сито -
 Высокоэффективная дробилка
Высокоэффективная дробилка -
 TDG регулятор скорости дозирующие весы
TDG регулятор скорости дозирующие весы -
 НИТРИЛОВЫЙ РЕЗИНОВЫЙ ЛИСТ
НИТРИЛОВЫЙ РЕЗИНОВЫЙ ЛИСТ -
 Конический самовыравнивающийся ролик
Конический самовыравнивающийся ролик -
 Спиральный весовой дозатор
Спиральный весовой дозатор
Связанный поиск
Связанный поиск- цена дробилки
- Купить Пултрудированные стеклопластиковые решетчатые панели
- Китай конвейерная лента с бортами для крутых углов
- Основные покупатели двухвалковых дробилок
- Ведущие покупатели резиновых конвейерных лент
- Оптовая холодостойкая конвейерная лента
- Электромагнитный сепаратор из Китая
- Основные покупатели узорчатых конвейерных лент
- Купить Холодостойкая конвейерная лента
- OEM реверсивная незасоряющаяся дробилка