-
Электронное Письмо
bruce@hwation.com -
Электронное Письмо
jason@hwation.com -
Телефон
+86-532-85820193

-


-
-


-


-
-


WhatsApp

-
WhatsApp

-
WeChat

-
WeChat


OEM обезвоживающий грохот
Когда говорят про обезвоживающий грохот, многие сразу представляют себе просто вибрационное сито для отсева воды. Это, конечно, основа, но в реальной работе на обогатительной фабрике или в карьере всё упирается в детали, которые в каталогах часто не пишут. OEM-поставка здесь — это не про сборку из готовых коробов, а про понимание, какая именно пульпа идет на входе, сколько в ней твердого, какова гранулометрия, и что мы хотим получить на выходе — просто осушенный продукт или еще и классификацию. Частая ошибка — брать грохот 'покрупнее' или 'помощнее', не считая потерь на истирание сит или перегрузку подшипниковых узлов от постоянной работы с переувлажненным материалом.
Из чего складывается 'правильный' OEM-запрос
Работая с разными заводами, от угольных до рудных, понял, что техзадание на обезвоживающий грохот часто составляют по остаточному принципу. Мол, 'нужна дегидратация песка', и всё. Но когда начинаешь копать, выясняется, что материал абразивный, плюс в пульпе есть мелкие фракции глины, которые забивают ячейки сита за пару часов. Или что установка будет стоять на открытой площадке при -30, и обычная резина на ситах дубеет. Вот тут и начинается настоящая работа — не продажа, а консультация.
Например, для одного из проектов по обогащению железной руды требовалось обезвоживать концентрат после спирального классификатора. Клиент изначально хотел стандартный линейный грохот. Но, посмотрев на пробы, мы увидели, что материал очень липкий. Предложили поэкспериментировать с системой шаровых очистителей сит и нестандартным углом наклона деки. Сначала на участке отнеслись скептически — мол, усложнение. Но после месяца работы простои на чистку сократились на 70%. Это и есть ценность OEM-подхода: собрать аппарат под задачу, а не подогнать задачу под аппарат.
Кстати, о ситах. Часто экономят на них, а зря. Сетка из обычной проволоки может не выдержать и сезона. Мы в своих проектах часто рекомендуем модульные полиуретановые сита, особенно для мелких фракций. Они и служат дольше, и меньше шумят. Но и тут нет универсального решения — для крупного щебня, например, они не всегда оправданы. Нужно считать стоимость владения, а не только цену покупки.
Где кроются скрытые проблемы и как их обойти
Самое больное место в обезвоживающем грохоте — это не сам вибрационный механизм, а система подачи пульпы и разгрузки. Если пульпа подается в одну точку, происходит локальная перегрузка, сито быстро изнашивается, а обезвоживание становится неравномерным. Приходилось переделывать питающий лоток, делая его шире и устанавливать рассекатели. Казалось бы, мелочь, но без нее эффективность падает на треть.
Еще один момент — вибрационные опоры. Ставят иногда на жесткие опоры, а потом удивляются, что вибрация передается на всю раму, появляются трещины в сварных швах. Решение — резиновые амортизаторы или пружины, но их жесткость нужно рассчитывать под общую массу работающего оборудования с материалом. Помню случай, когда из-за неправильно подобранных амортизаторов грохот буквально 'прыгал' по площадке. Пришлось останавливать линию и срочно менять.
И, конечно, защита от износа. Лотки, борта деки — всё это быстро истирается абразивным материалом. Тут хороши решения от специалистов по износостойким материалам. Например, в некоторых проектах мы используем футеровку из высокомолекулярного полиэтилена или резиновые листы от проверенных производителей, вроде тех, что поставляет ООО Циндао Хуашэн Резина (https://www.hwationrubber.ru). Их резинотканевые ленты и износостойкие накладки — это не просто товар, а именно то, что нужно для защиты критичных узлов в тяжелых условиях. Компания зарекомендовала себя как надежный поставщик комплектующих для горного и дробильно-сортировочного оборудования, что критически важно, когда нужна не разовая покупка, а долгосрочное сотрудничество на основе конкретных инженерных задач.
Случай из практики: когда теория расходится с реальностью
Был у нас проект — обезвоживание шламов на небольшой обогатительной фабрике. Рассчитали всё по учебникам, поставили грохот с ситами 0.5 мм. А через неделю звонок: 'Производительность упала в ноль'. Приехали, смотрим — сита абсолютно слепые, забитые илом. Оказалось, в исходном материале было много илистых частиц меньше 0.1 мм, о которых клиент умолчал (сам не знал). Пришлось срочно менять концепцию: поставили предварительное отстаивание в гидроциклоне, а на грохот пошли уже сгущенные продукты. И сита поменяли на щелевые полиуретановые, с большей площадью открытой поверхности. Это был урок: лабораторные пробы и реальный непрерывный поток — две большие разницы.
В таких ситуациях спасает модульность. Хорошо, когда конструкция грохота позволяет относительно быстро менять тип сит или даже добавлять/убирать деку. Мы в последнее время при проектировании всегда закладываем этот запас по модернизации. Никогда не знаешь, как изменится характеристика сырья через полгода.
Еще один аспект — энергопотребление. Кажется, что вибрационный двигатель — и всё. Но если грохот постоянно работает с перегрузкой из-за забитых сит, моторы перегреваются, растут затраты на электроэнергию. Иногда выгоднее поставить более мощный привод с частотным преобразователем, чтобы регулировать амплитуду в зависимости от нагрузки. В долгосрочной перспективе это окупается.
Взаимодействие с другими узлами технологической линии
OEM обезвоживающий грохот редко работает сам по себе. Он либо принимает продукт от гидроциклона или сгустителя, либо отдает его на конвейер для дальнейшей транспортировки. И здесь важны стыковки. Например, если разгрузочный лоток грохота плохо сопряжен с приемной воронкой конвейера, будет постоянное просыпание материала, грязь, пыль, потери. Мы всегда просим клиента предоставить схему размещения с точными размерами.
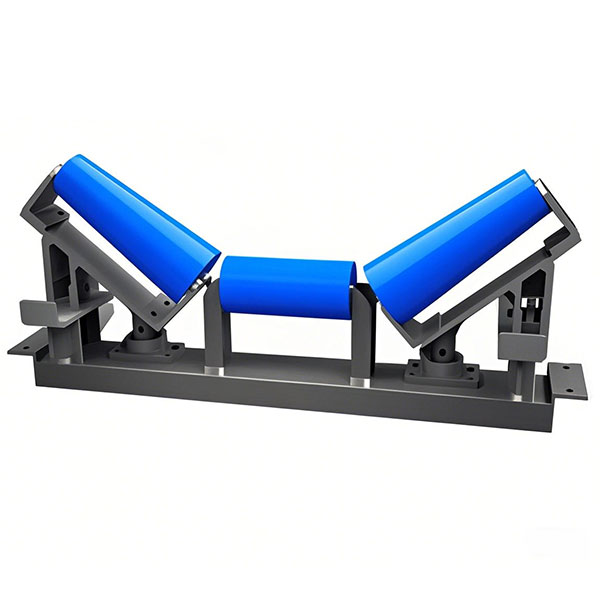
Особенно критична эта стыковка, когда после грохота стоит ленточный конвейер. Если обезвоженный материал еще достаточно влажный, он может налипать на ленту и роликоопоры. Тут важно подобрать правильную конфигурацию роликов и саму ленту. В контексте комплексных решений полезно обращать внимание на опыт компаний, которые производят не только грохоты, но и смежное оборудование. Те же ООО Циндао Хуашэн Резина, судя по их сайту, как раз охватывают весь спектр — от грохотильного и дробильного оборудования до конвейерных систем и износостойких деталей. Такой комплексный взгляд позволяет избежать проблем на стыке агрегатов, потому что все узлы проектируются с учетом взаимного влияния.
Шум и вибрация — тоже часть интеграции. В закрытом помещении гул от грохота может быть невыносимым. Приходится рекомендовать дополнительные звукоизолирующие кожухи или планировать размещение на виброизолирующем фундаменте. Это увеличивает стоимость проекта, но зато обеспечивает нормальные условия труда и соблюдение норм.
Итоги: на что смотреть при заказе
Итак, если резюмировать мой опыт, то заказывая обезвоживающий грохот по OEM-схеме, нужно быть готовым к диалогу. Не просто дать ТЗ, а предоставить максимум информации о материале: химический состав, плотность пульпы, гранулометрический состав, абразивность, планируемая производительность. И честно рассказать об условиях эксплуатации — будет ли он под навесом или на улице, какой перепад температур.
Не стоит бояться просить нестандартные решения — будь то особое покрытие бортов, дополнительный люк для обслуживания или необычная компоновка двигателей. Хороший производитель должен быть готов к этому. И, конечно, смотреть нужно не только на ценник самого грохота, но и на стоимость и доступность расходников — сит, резиновых элементов, виброизоляторов.
В конечном счете, удачный OEM обезвоживающий грохот — это тот, который после запуска работает стабильно, не требуя постоянного вмешательства и давая на выходе продукт с заданной влажностью. Достичь этого можно только через глубокое понимание технологии и готовность инженеров с обеих сторон вникать в детали. Это не быстрая покупка, это инвестиция в надежность всего участка обезвоживания.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Оптовые ролики конвейерной ленты для гаваней
- Производители тяжелых высокоэффективных вибрационных грохотов с электродвигателем
- Установки для ковшовых элеваторов
- OEM четырехвалковая дробилка
- Установки с роликами для конвейерной ленты для пищевой промышленности
- Поставщики самоустанавливающихся роликов
- Завод по производству двухвалковой дробилки
- OEM горнодобывающей канавки ролик
- Изготовление возвратных роликов
- Дешевые галтовочный грохот