-
Электронное Письмо
bruce@hwation.com -
Электронное Письмо
jason@hwation.com -
Телефон
+86-532-85820193

-


-
-


-


-
-


WhatsApp

-
WhatsApp

-
WeChat

-
WeChat


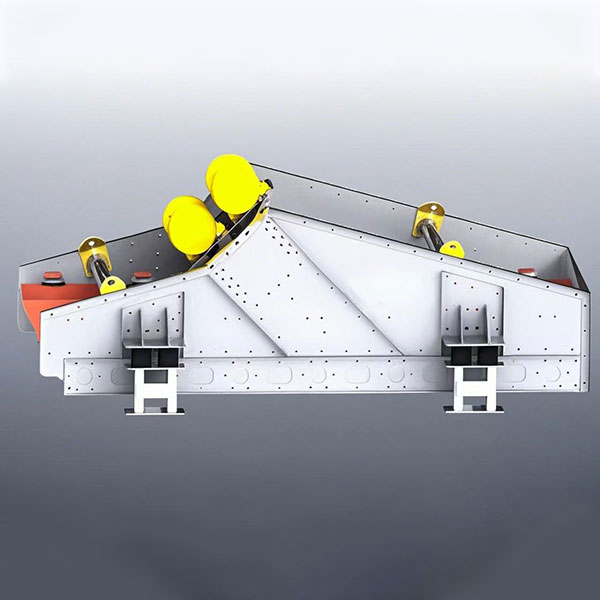
OEM тонкий вибрационный грохот
Когда слышишь ?OEM тонкий вибрационный грохот?, первое, что приходит в голову многим — это просто ?заказной тонкий грохот?. Но на практике, особенно когда работаешь с реальными проектами по классификации мелких фракций, понимаешь, что за этой формулировкой скрывается целый пласт нюансов, которые не всегда очевидны при первом заказе. Частая ошибка — считать, что главное в таком оборудовании — это просто вибрация и сито. На деле, ключевое слово здесь именно ?тонкий?, и оно диктует всё: от выбора амплитуды и частоты колебаний до материала и конструкции просеивающих поверхностей. Многие производители, особенно те, кто не специализируется на грохотильном оборудовании глубоко, часто предлагают по сути стандартные модели, слегка модифицированные, и выдают их за оптимизированные для тонкой классификации. Это может вылиться в проблемы с забиванием ячеек, низкой эффективностью разделения или быстрым износом.
Разбираемся в основах: почему ?тонкий? — это отдельная история
Итак, о чём речь. Тонкий вибрационный грохот — это не просто грохот с мелкой сеткой. Это аппарат, рассчитанный на разделение частиц, скажем, от 0.1 мм до 5-6 мм, иногда даже меньше. Здесь инерционные силы, адгезия материала к ситу, капиллярные эффекты начинают играть огромную роль. Если на обычном грохоте для щебня можно ?грубо? подобрать параметры, то здесь нужна хирургическая точность. Частота колебаний, как правило, выше, амплитуда — меньше. Но и это не догма. Всё зависит от материала: для сухого песка один подход, для влажной рудной мелочи — совершенно другой.
Вот, к примеру, был у нас опыт с классификацией кварцевого песка для стекольной промышленности. Требовалась фракция 0.2-0.4 мм. Поставили стандартный виброгрохот с высокочастотным двигателем. Казалось бы, всё должно работать. Но на выходе — низкая чистота фракции, постоянное ?слеживание? материала на сетке. Оказалось, проблема в конструкции короба и распределении потока. Материал подавался в одну точку, создавая локальную перегрузку. Пришлось переделывать систему загрузки, добавлять рассеивающий лоток. Это типичный пример, когда OEM-производитель, не вникнув в специфику задачи, поставляет ?железо?, которое в теории работает, а на практике — нет.
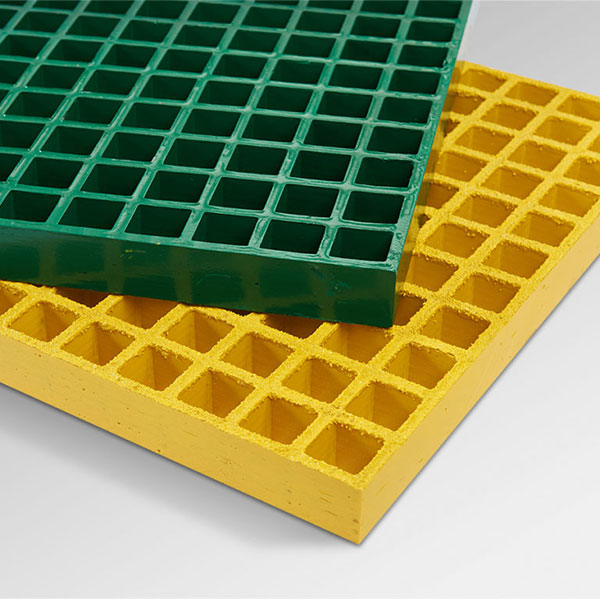
Ещё один момент — выбор сит. Для тонкой классификации часто используют полиуретановые панели или проволочные сетки с особым плетением. Но их крепление — отдельная головная боль. Стандартные системы натяжения или болтовое крепление могут не обеспечивать равномерного натяжения по всей площади, что приводит к локальным провисаниям, быстрому прорыву материала и, как следствие, снижению качества разделения. Некоторые коллеги из Китая, например, ООО Циндао Хуашэн Резина, с которыми мы иногда сотрудничаем по смежным вопросам (у них есть линейка грохотильного оборудования), делают упор на модульные системы крепления сит, что для тонких операций может быть критически важным для сокращения времени замены и обеспечения равномерности.
OEM-производство: где кроются подводные камни
Заказывая оборудование по схеме OEM, клиент часто хочет получить продукт под своей маркой, но с характеристиками, точно подогнанными под его технологическую цепочку. И здесь начинается самое интересное. Хороший OEM-поставщик не просто собирает короб с вибромотором. Он должен глубоко понимать процесс. К сожалению, многие фабрики, особенно широкого профиля, видят в этом просто контрактную сборку. Они берут свою базовую модель, меняют табличку и цвет, и всё. А нюансы тонкой классификации остаются за скобками.
Например, вопрос балансировки. Для тонкого грохота дисбаланс валов или неправильная установка вибраторов приводит не просто к шуму, а к формированию неравномерной эллиптической траектории колебаний сита. В итоге материал движется по коробу не равномерным слоем, а сбивается в одну сторону, резко падает КПД. Я видел случаи, когда на запуске грохот буквально ?плясал?, а заказчик был уверен, что так и должно быть для ?интенсивной? сепарации. Пришлось останавливать, проводить замеры и регулировать углы установки дебалансов.
Ещё один камень преткновения — пылеуплотнения и герметичность. При работе с мелкой сухой фракцией пылеобразование колоссальное. Негерметичные борта, плохие уплотнения на разгрузочных патрубках превращают участок в облако. Это и потери продукта, и условия труда ужасные, и взрывоопасность для некоторых материалов. При заказе OEM-оборудования на этом часто экономят, ставят самые простые резиновые уплотнители, которые быстро изнашиваются. Нужно сразу закладывать в ТЗ качественные решения, возможно, лабиринтные уплотнения или износостойкие материалы. Кстати, глядя на ассортимент ООО Циндао Хуашэн Резина, можно отметить, что их компетенция в резинотехнических и износостойких изделиях могла бы быть полезной при разработке таких узлов, хотя в их основном описании акцент сделан на конвейерные ленты и роликоопоры.
Из практики: случай с обогатительной фабрикой
Хочу привести пример из реального проекта, не называя, конечно, клиента. Была задача повысить извлечение полезного компонента из тонкодисперсной руды после измельчения. Фракция — минус 0.074 мм. Существующий грохот не справлялся, сита мгновенно забивались глинистой составляющей. Решили заказать новый, тонкий вибрационный грохот по OEM-схеме у одного довольно известного азиатского производителя. В спецификации прописали все пожелания: высокочастотный режим, система очистки сит струями воздуха, специальное покрытие для снижения адгезии.
Оборудование пришло, смонтировали. На первых испытаниях стало ясно, что система воздушной очистки сделана формально: давление воздуха низкое, форсунки расположены без учёта геометрии короба. Эффект был почти нулевой. Пришлось на месте дорабатывать, ставить более мощный компрессор, переваривать трубки. Вторая проблема — виброизоляция. Поставщик установил стандартные пружины, рассчитанные, видимо, на большую массу. Амплитуда на раме была слишком высокой, что передавалось на несущие конструкции. Это к вопросу о том, что OEM — это не просто сборка, а инжиниринг под задачу. Если поставщик не задаёт уточняющих вопросов о характеристиках материала, о режиме работы (круглосуточно или циклами), о условиях в цехе (влажность, температура), — это тревожный звоночек.
В итоге, после доработок, грохот заработал удовлетворительно, но сроки запуска линии были сорваны на месяц, а бюджет превышен. Вывод прост: при заказе OEM-оборудования для таких специфических задач нужно либо работать с узкоспециализированным партнёром, который ?варится? в этой теме, либо иметь в штате своего инженера, который будет плотно сопровождать проект на стороне производителя, контролируя каждый этап от проектирования до испытаний.
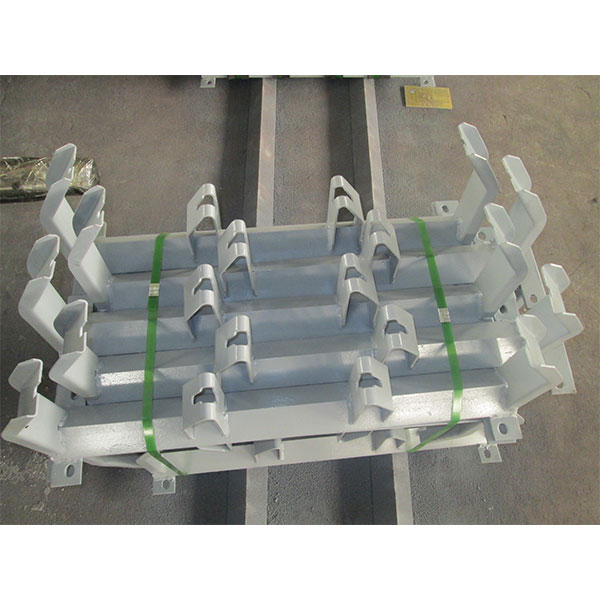
Материалы и долговечность: на чём нельзя экономить
Конструкция короба, сита, рамы — это одно. Но из чего это сделано — часто определяет срок службы всего аппарата. Для тонкой классификации, особенно абразивных материалов, износ просеивающих поверхностей — основная статья затрат. Использование обычной стальной сетки может оказаться неоправданно дорогим из-за частых замен. Полиуретановые панели служат дольше, гасят шум, но они дороже и требуют особой системы крепления.
Здесь я снова могу провести параллель с компаниями, которые фокусируются на износостойкости. Возьмём, к примеру, ООО Циндао Хуашэн Резина. Хотя их сайт https://www.hwationrubber.ru позиционирует их как экспертов в конвейерных лентах и роликоопорах, сама логика их бизнеса — борьба с износом в горнодобывающей и перерабатывающей технике — напрямую пересекается с проблематикой долговечности грохотов. В идеале, при разработке OEM-грохота было бы логично привлекать таких специалистов как субпоставщиков для критичных узлов, например, для изготовления износостойких футеровок бортов короба или специальных уплотнений. Но на практике OEM-производители редко идут на такое, предпочитая делать всё ?в доме?, даже если это не их профильная компетенция.
Был у меня показательный случай с грохотом для классификации угольной мелочи. Абразивность высочайшая. Поставили аппарат с коробом из обычной конструкционной стали толщиной 6 мм. Через три месяца работы в режиме 24/7 борта в зоне движения материала были протёрты почти насквозь. Пришлось экстренно останавливать линию и усиливать короб накладными листами из Hardox. Если бы это было заложено изначально, простоев можно было избежать. Поэтому в ТЗ для OEM теперь всегда пишем конкретные марки стали или требования к твердости поверхностей в ключевых точках.
Мысли вслух о будущем таких систем
Куда всё движется? На мой взгляд, будущее за ?умными? OEM-решениями. То есть, когда грохот поставляется не как набор железа, а как система, уже оснащённая датчиками контроля амплитуды, частоты, температуры подшипников, даже датчиками забивания сита (например, на основе анализа вибросигналов). Это позволяет перейти от планово-предупредительного обслуживания к фактическому, по состоянию. Для тонкой классификации, где стабильность параметров — залог качества продукта, это бесценно.
Но пока это скорее экзотика. Большинство OEM-поставщиков предлагают базовый функционал. Их логика: ?Сделаем дешевле, а дальше вы сами докупайте что нужно?. Это тупиковый путь. Клиенту нужен готовый, работающий результат, а не конструктор для самостоятельной сборки. Поэтому, выбирая партнёра для OEM тонкий вибрационный грохот, нужно смотреть не на каталог и цены в первую очередь, а на готовность инженеров вникнуть в ваш процесс, задавать неудобные вопросы, предлагать нестандартные решения, возможно, даже отговаривать от каких-то ваших идей, если они неработоспособны.
В конце концов, хорошее оборудование — это то, которое тихо и эффективно делает свою работу годами, не привлекая к себе лишнего внимания поломками и простоями. И достичь этого при OEM-подходе можно только через плотный диалог и взаимное понимание технологии. Всё остальное — просто торговля металлом.
Соответствующая продукция
Соответствующая продукция







Самые продаваемые продукты
Самые продаваемые продукты







Связанный поиск
Связанный поиск- Купить приводной ролик
- Оптовая конвейерная лента ролики для бетона
- Оптовая трубка конвейерной ленты
- Дешевые ролики конвейерной ленты для бетона
- Дешевые мобильные дробилки
- Основные покупатели узорчатых конвейерных лент
- Ведущий покупатель роторных грохотов
- Производители возвратных роликов
- Дешевые пластинчатые цепи ковшовый элеватор
- Производители высокопрочных гофрированных конвейерных лент